For fitness brands and distributors sourcing products through OEM manufacturing partners, understanding what happens at the end of the production process — after manufacturing is complete but before products are packed and shipped — is one of the most important aspects of supply chain quality management. Outgoing Quality Control, universally known as OQC, is the formal inspection and verification process applied to finished goods before they leave the factory. It is the last opportunity to identify non-conforming product before it reaches the customer.
OQC is not a single inspection method but a structured process that covers dimensional verification, appearance assessment, functional testing, weight accuracy, labeling compliance, and packaging integrity — all applied through a statistically valid sampling plan calibrated to the defect risk tolerance of the product category. When OQC is conducted properly, it provides documented evidence that a production batch meets the agreed specifications. When it is absent or inadequately conducted, quality problems that could have been caught at the factory are discovered by the buyer, the end customer, or — in the worst case — after a commercial injury or regulatory inspection.
This guide explains what OQC is, how it fits into the broader quality management system at a fitness equipment factory, what specific inspection activities it covers, and how fitness equipment buyers should specify and verify OQC requirements in their OEM sourcing programs.
The Three-Stage QC Framework: Where OQC Fits
OQC is the third and final stage of a comprehensive factory quality control system. To understand OQC properly, it must be understood in the context of the two stages that precede it.
IQC — Incoming Quality Control is applied to raw materials, components, and subassemblies as they arrive at the factory from suppliers. In fitness equipment manufacturing, IQC covers steel billets, plate castings, rubber blanks, hardware components (collars, end caps, sleeve bushings), and purchased subassemblies. IQC inspection verifies that incoming material meets the specification before it enters the production process. A factory that accepts off-specification raw material because IQC was skipped risks building an entire production batch with defective components — a problem that may only become visible at OQC or in the field.
IPQC — In-Process Quality Control is applied during manufacturing at defined checkpoints within the production sequence. IPQC checks occur after critical manufacturing operations — after forging, after machining, after welding, after surface treatment, after assembly — to detect process drift or non-conformance before downstream operations add more value to a defective part. IPQC is the stage that prevents defects from accumulating through the production sequence. A factory without IPQC produces entire batches before discovering a problem; a factory with IPQC catches and corrects problems while only a fraction of the batch has been affected.
OQC — Outgoing Quality Control inspects finished goods against the agreed product specification before shipment. OQC is not a substitute for IQC and IPQC — it is the final verification that the quality system has functioned correctly throughout the production process. OQC catches any non-conformances that escaped IQC and IPQC detection, and provides documented evidence of the product’s conformance status at the point of shipment. It is the quality gate that stands between the factory floor and the buyer’s receiving dock.
What OQC Inspection Covers in Fitness Equipment
The scope of OQC inspection for fitness equipment is broad, covering physical, functional, and documentary parameters. A competent OQC process for a fitness equipment production batch will typically address the following categories.
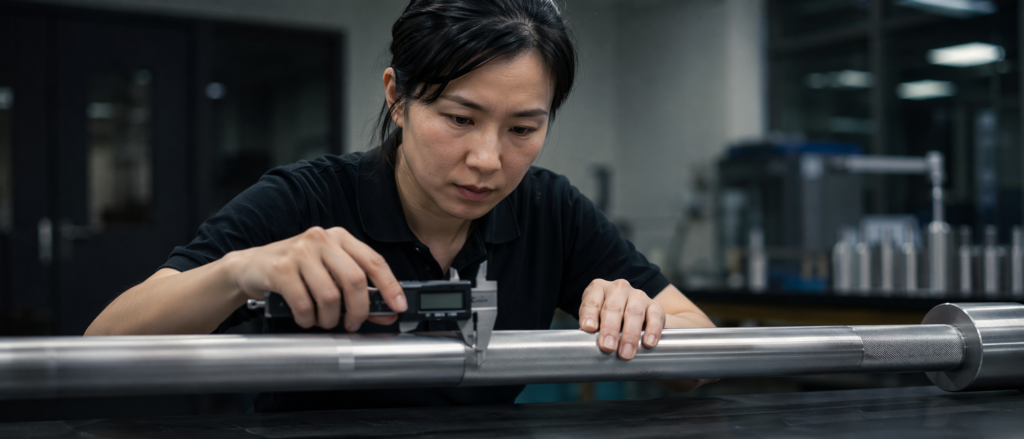
Dimensional Inspection
Key dimensions are verified against the product specification using calibrated measurement instruments. For barbells, this includes shaft diameter, knurl depth and pattern dimensions, sleeve outer diameter, and overall length. For weight plates, this includes outer diameter, thickness, bore diameter, and weight (mass). For dumbbells, handle diameter, head dimensions, and overall balance. Dimensional non-conformance — a plate bore diameter that is too tight or a barbell sleeve that is undersized — creates functional incompatibility and is a major defect classification requiring batch rejection.
Weight (Mass) Accuracy
Weight accuracy is a critical specification for all free weight products. Plates, dumbbells, and kettlebells must be within the specified tolerance of their marked weight. Standard commercial grade typically allows ±3% of marked weight; calibrated competition plates are held to ±10 grams or ±0.1% depending on the applicable federation standard. OQC weight verification uses calibrated scales traceable to national measurement standards. Weight deviation beyond tolerance is a major defect — a buyer who sells a “20 kg” plate that weighs 19.1 kg has a product mislabeling issue with both commercial and regulatory implications.
Appearance and Surface Quality
Visual inspection of finished product surfaces identifies appearance defects against a defined defect classification standard. For fitness equipment, appearance defect categories typically include: coating voids or holidays (areas of missing powder coat), coating blistering or peeling, surface rust or corrosion on uncoated surfaces, casting porosity visible at the surface, weld spatter or grinding marks not acceptable to specification, and knurl pattern irregularities. The classification of each defect type — as critical (safety risk), major (functional or significant aesthetic impact), or minor (cosmetic, barely noticeable) — defines the sampling tightness and acceptance criteria applied to it.
Functional Testing
Functional testing verifies that the product performs its intended function correctly. For barbells, this includes verifying that the sleeve rotates smoothly within the specified torque range, that collar systems engage and release correctly, and that knurling provides adequate grip texture. For adjustable dumbbells, selector mechanisms must engage cleanly at all weight positions. For rack systems, pin mechanisms must engage and bear load correctly, and safety features must function as designed. Functional failures are classified as major or critical defects depending on the safety implications.
Labeling and Marking Compliance
Product labeling must comply with the purchase specification and applicable market regulations. OQC verification covers the accuracy of weight markings on plates, dumbbells, and kettlebells; the presence of required safety warnings; compliance with country-of-origin labeling requirements; and the accuracy of UPC/EAN codes if applicable. For products sold under the buyer’s private label, the correct brand labeling must be verified against the approved label artwork. Incorrect or missing labels are typically classified as major defects because they affect the product’s legal compliance for sale in the destination market.
Packaging Inspection
Packaging inspection confirms that the product is packaged in the approved packaging, that packaging integrity is adequate to protect the product in transit, and that outer carton markings are correct and legible. For heavy fitness equipment — barbells, weight sets, rack components — packaging structural adequacy is important: under-engineered packaging fails in transit and generates damage claims that the OEM and buyer must resolve. OQC packaging inspection should include drop testing or compression testing of sample packaging units if shipping damage has been a historical issue.
AQL Sampling: The Statistical Foundation of OQC
OQC cannot practically inspect every unit in a production batch — a shipment of 2,000 barbells cannot be individually inspected within a realistic timeframe and budget. Instead, OQC applies statistically designed sampling plans to inspect a representative sample of the batch and draw conclusions about the entire batch quality from the sample results.
The standard framework for attribute sampling in OQC is ISO 2859-1 (equivalent to ANSI/ASQ Z1.4), which provides sampling tables for inspections where items are classified as conforming or non-conforming. The key parameter in these tables is the AQL — Acceptable Quality Level — which defines the maximum defect rate that is considered acceptable in the population being sampled.
AQL values used in fitness equipment inspection typically follow a tiered structure by defect severity: AQL 0.65 for critical defects (safety-related), AQL 1.0 for major defects (functional or significant aesthetic), and AQL 2.5 or 4.0 for minor defects (cosmetic, barely noticeable). These values mean that at the specified AQL, the sampling plan will accept a batch with that defect rate approximately 95% of the time — and reject it approximately 5% of the time even if the true defect rate equals the AQL. The system is designed to protect against lots with defect rates significantly above the AQL.
For a production batch of 2,000 units, General Inspection Level II sampling under ISO 2859-1 would require inspection of approximately 125 units (Sample Size Code Letter L). The acceptance and rejection numbers — the maximum number of defects in the sample that results in batch acceptance or rejection — are determined by the AQL level and are read from the sampling table. A buyer specifying AQL 1.0 for major defects at this batch size would accept the batch if 3 or fewer major defects are found in the 125-unit sample, and reject it if 4 or more major defects are found.
Understanding AQL mathematics allows buyers to calibrate their quality risk exposure. Specifying a tighter AQL (lower number) increases the likelihood of rejecting borderline-quality batches but also increases the probability of rejecting good batches. Specifying a looser AQL reduces inspection stringency and increases the risk of accepting batches with higher defect rates. The correct AQL specification is a risk management decision that should be made deliberately, not defaulted to whatever the factory applies as standard.
OQC Documentation: What Buyers Should Request
The output of an OQC process should be a formal inspection report that provides documented evidence of the inspection activities performed, the sample size, the defects found, and the disposition decision (accept or reject). Buyers who receive shipments without an OQC inspection report from the manufacturer are accepting product without documented quality evidence — a position that exposes them to undocumented quality risk and limits their options in the event of a quality dispute.
A complete OQC inspection report should include: the purchase order or production order number; the production quantity and inspection sample size; the inspection date and the names of the inspectors; the AQL criteria applied for each defect category; the inspection results by category (number of units inspected, number of defects found by type); the measurement data for critical dimensional and weight parameters (not just pass/fail, but actual measured values); photographs of any defects found; and the final batch disposition — accepted, rejected, or conditionally accepted with specified rework requirements.
Buyers should review OQC reports before authorizing shipment release, not after receiving the goods. Reviewing the report at goods receipt defeats the purpose of OQC — the value of the report is in giving the buyer an informed basis for the release decision before the goods are shipped and before the buyer has taken financial exposure for transportation costs.
Third-Party Inspection vs. Factory OQC
Factory-conducted OQC and third-party pre-shipment inspection serve related but distinct functions. Factory OQC is conducted by the manufacturer’s own quality staff using the manufacturer’s own inspection criteria and instruments. Third-party inspection is conducted by an independent inspection organization — companies such as QIMA, Bureau Veritas, SGS, or Intertek — engaged by the buyer to conduct an inspection at the factory on the buyer’s behalf.
Factory OQC is conducted before the third-party inspection and is a prerequisite for it: the factory should pass its own OQC before requesting a third-party inspection booking. A factory that requests a third-party inspection on product that has not passed its own OQC is an unreliable partner. Third-party inspection provides an independent verification of the factory OQC results — an unbiased assessment from an organization with no commercial interest in the outcome. According to QIMA’s pre-shipment inspection framework, the standard pre-shipment inspection is typically conducted when at least 80% of the production batch is complete and 100% of the goods are packed — allowing a representative sample of the complete production output to be inspected.
For new supplier relationships, third-party pre-shipment inspection is strongly recommended for initial production orders regardless of the supplier’s factory OQC claims. The cost — typically USD 300–600 per inspection day — is insignificant relative to the cost of receiving a non-conforming shipment of fitness equipment. For established supplier relationships with a track record of consistent OQC performance, buyers may reduce third-party inspection frequency, but should maintain periodic audits rather than eliminating independent verification entirely.

Evaluating a Supplier’s OQC Capability During Sourcing
Assessing a potential OEM partner’s OQC capability should be a standard part of the supplier qualification process. Asking the right questions during factory evaluation or supplier audit reveals whether the factory’s quality system is genuine or performative — a distinction that only becomes painfully apparent after a commercial quality failure.
The first question to ask is whether OQC is conducted by dedicated quality control staff or by production workers. A factory where the same team that assembles the product is also responsible for inspecting it has an inherent conflict of interest — production teams are incentivized to maintain output rates, not to identify defects that generate rework or delay. Credible OQC requires a dedicated QC department independent of the production floor, with QC staff who report to quality management rather than production management.
The second question is whether OQC sampling follows a documented plan calibrated to a recognized statistical standard such as ISO 2859-1. An answer of “we check all products before shipping” suggests 100% inspection, which is resource-intensive and introduces fatigue-related errors at high volumes. An answer of “we sample check” without reference to specific AQL levels and sample sizes suggests an informal process rather than a statistically controlled one. The factory should be able to state the AQL levels they apply, the sample size determination method, and the inspection scope — with reference to specific documents.
The third question is to request sample OQC inspection reports from recent production orders. A factory that maintains genuine OQC documentation can provide these immediately. The reports should show actual measurement data — not just pass/fail checkmarks — for critical dimensional and weight parameters, and should show the defects found during inspection (even if the batch was accepted). A factory that produces OQC reports showing zero defects on every batch is producing documentation for appearance, not for evidence. Real inspection finds real defects — the question is whether the defect rate is within the accepted AQL level.
Fourth, verify that OQC instruments are calibrated. Dimensional measurements are only meaningful if the instruments used to make them are calibrated against traceable standards. During factory visits, calibration certificates for micrometers, calipers, bore gauges, and scales should be available in the QC department. Expired calibration certificates indicate a quality system operating outside its validated parameters.
What OQC Failure Means and What to Do
When OQC inspection results in a batch rejection — either by factory OQC or by third-party inspection — the buyer has several options, depending on the nature and severity of the non-conformances found.
For minor defect overruns where the defect is genuinely minor (cosmetic, not functional, not safety-relevant), the buyer may accept the batch with a documented defect concession and a price adjustment or credit from the manufacturer. This is appropriate only for minor defects and should be documented in writing, not verbally agreed.
For major defect overruns, the standard disposition is 100% sorting of the batch — every unit is inspected and defective units are set aside for rework or destruction. After 100% sort, the sorted batch is re-inspected under the original AQL sampling plan to verify the sorted population is conforming. The cost of 100% sorting is typically borne by the manufacturer.
For critical defect findings, the batch should be rejected in full. No disposition other than batch rejection is appropriate for critical defects — those that create a safety risk to end users. The manufacturer must conduct root cause analysis, implement corrective action, and produce a new conforming batch before shipment. The cost implications — remanufacturing, additional inspection, shipping delays — fall on the manufacturer.
How to Specify OQC Requirements in OEM Contracts
OQC requirements should be explicitly specified in OEM purchase agreements or quality assurance agreements rather than left to the factory’s discretion. The key parameters to specify include: the inspection standard (ISO 2859-1 or ANSI/ASQ Z1.4), the inspection level (General Level II is standard), the AQL values by defect category, the inspection scope (which parameters are measured and to what specification), the documentation requirements (inspection report format and content), and the trigger for third-party inspection (all orders, initial orders, or orders above a defined value threshold).
The OQC specification should reference the product specification documents — engineering drawings, approved samples, or product specification sheets — that define the conformance criteria the OQC inspection is verifying against. An OQC process without clear product specification references is measuring product against undefined criteria, which produces meaningless results.
Alexandave maintains documented OQC protocols for all product categories in our manufacturing range. Our quality assurance team conducts OQC inspection on every production batch before shipment authorization, with inspection reports available to buyers as standard documentation. For brands requiring additional assurance, we support third-party inspection appointments at our facility at the buyer’s request. Details of our quality control processes and documentation standards are available through our صفحة خدمات OEM/ODM and our manufacturing capabilities documentation.
IQC vs IPQC vs OQC: The Full Quality Chain at a Glance
| المرحلة | When Applied | What Is Inspected | Who Conducts It | Primary Purpose |
|---|---|---|---|---|
| IQC (Incoming) | On receipt of raw materials and components | Steel, castings, rubber, hardware, subassemblies | Factory QC team | Prevent defective materials entering production |
| IPQC (In-Process) | During production at defined checkpoints | Dimensions, welds, surface treatment, assembly at each process stage | Factory QC team (dedicated, not production workers) | Detect and correct process drift before it produces a full batch of defects |
| OQC (Outgoing) | On finished goods before shipment | All: dimensions, weight, appearance, function, labeling, packaging | Factory QC team; optionally also third-party inspector | Verify finished product meets specification; document conformance for buyer |
الأسئلة الشائعة
What does OQC stand for and what does it mean in manufacturing?
OQC stands for Outgoing Quality Control. It refers to the formal inspection process applied to finished goods at an OEM factory before they are shipped to the buyer. OQC verifies that the finished product meets the agreed specification across dimensions, weight, appearance, function, labeling, and packaging, using a statistically designed sampling plan. It is the final quality gate in the factory’s quality management system, following IQC (incoming) and IPQC (in-process) stages.
What is AQL and how does it relate to OQC inspection?
AQL stands for Acceptable Quality Level. It is the maximum defect rate considered acceptable in a production batch for the purposes of sampling inspection. In OQC, AQL values are used to determine the sample size and acceptance criteria from statistical sampling tables (ISO 2859-1 or ANSI/ASQ Z1.4). Common AQL values for fitness equipment are AQL 0.65 for critical defects, AQL 1.0 for major defects, and AQL 2.5 or 4.0 for minor defects. A batch is accepted or rejected based on whether the number of defects found in the sample falls within or exceeds the acceptance number for the specified AQL.
Should fitness equipment buyers request OQC inspection reports from their OEM manufacturer?
Yes — OQC inspection reports should be requested as standard documentation for every production order. The report provides documented evidence that the batch was inspected, what was found, and the basis for the shipment release decision. Buyers who receive shipments without an OQC report are accepting product without quality evidence, which limits their options in quality disputes and exposes them to undocumented defect risk. OQC report review should occur before shipment authorization, not after goods are received.
What is the difference between factory OQC and third-party pre-shipment inspection?
Factory OQC is conducted by the manufacturer’s own quality staff using the manufacturer’s inspection criteria and instruments. Third-party pre-shipment inspection is conducted by an independent inspection organization engaged by the buyer — such as QIMA, Bureau Veritas, SGS, or Intertek — which has no commercial relationship with the factory. Third-party inspection provides independent verification of the factory’s OQC results. For new supplier relationships or high-value orders, third-party inspection is strongly recommended. Factory OQC and third-party inspection are complementary, not interchangeable — the factory should pass its own OQC before a third-party inspection is arranged.
What should buyers do if OQC inspection fails on a fitness equipment batch?
The appropriate response to OQC failure depends on the defect type. Minor defect overruns may allow batch acceptance with documented concession and price adjustment. Major defect overruns require 100% sorting of the batch at the manufacturer’s cost, followed by re-inspection of the sorted population. Critical defects require full batch rejection — no conditional acceptance is appropriate for safety-related non-conformances. The manufacturer must conduct root cause analysis and implement corrective action before producing a replacement batch. All dispositions should be documented in writing, not agreed verbally.
الخلاصة
OQC is not a formality or an administrative checkbox — it is the evidence-generating process that stands between a factory production batch and a buyer’s confidence that the product they paid for meets the specification they agreed to. A well-documented, rigorously conducted OQC process benefits both parties: the buyer receives documented quality assurance and a meaningful basis for the shipment release decision; the manufacturer demonstrates capability and builds the trust that underpins long-term commercial relationships.
For fitness brands building OEM sourcing programs, OQC requirements must be explicitly specified in quality agreements — not assumed to exist because the factory is ISO 9001 certified. ISO 9001 requires a QMS with customer-focused quality controls, but does not specify AQL levels, inspection report formats, or the scope of parameters inspected. Those details must be agreed between buyer and manufacturer as part of the commercial quality agreement.
Alexandave’s quality management system includes documented OQC protocols across all product categories, with inspection reports provided as standard documentation for every production batch. Our برنامج OEM/ODM includes quality agreement templates that address OQC requirements, AQL specifications, and inspection documentation standards. For brands evaluating fitness equipment OEM partners, our manufacturing capabilities page provides detail on our quality control infrastructure. For any questions about our QC processes or to discuss quality requirements for your program, contact our team. Additional quality-related information is available in our FAQ section.







