Dla marek fitnessowych i dystrybutorów pozyskujących produkty za pośrednictwem partnerów produkcyjnych typu OEM zrozumienie tego, co dzieje się na końcu procesu produkcyjnego — po zakończeniu produkcji, ale przed zapakowaniem i wysyłką produktów — stanowi jeden z najważniejszych aspektów zarządzania jakością w łańcuchu dostaw. Kontrola jakości wyjazdowej, powszechnie znana jako OQC, to formalny proces kontroli i weryfikacji stosowany w odniesieniu do gotowych produktów przed opuszczeniem fabryki. Jest to ostatnia szansa na wykrycie produktów niezgodnych z wymaganiami, zanim trafią one do klienta.
OQC nie jest pojedynczą metodą kontroli, lecz ustrukturyzowanym procesem obejmującym weryfikację wymiarów, ocenę wyglądu, testy funkcjonalne, dokładność masy, zgodność z oznakowaniem oraz integralność opakowania — wszystko to realizowane w ramach statystycznie uzasadnionego planu pobierania próbek, dostosowanego do dopuszczalnego poziomu ryzyka wystąpienia wad w danej kategorii produktów. Prawidłowo przeprowadzona kontrola OQC dostarcza udokumentowanego dowodu, że partia produkcyjna spełnia uzgodnione specyfikacje. W przypadku jej braku lub nieprawidłowego przeprowadzenia problemy jakościowe, które mogłyby zostać wykryte w fabryce, są wykrywane przez nabywcę, klienta końcowego lub — w najgorszym przypadku — dopiero po poniesieniu straty handlowej lub kontroli organów regulacyjnych.
W niniejszym przewodniku wyjaśniono, czym jest kontrola jakości na wyjściu (OQC), jak wpisuje się ona w szerszy system zarządzania jakością w fabryce sprzętu fitness, jakie konkretne czynności kontrolne obejmuje oraz w jaki sposób nabywcy sprzętu fitness powinni określać i weryfikować wymagania dotyczące OQC w ramach swoich programów zaopatrzeniowych dla producentów OEM.
Trzystopniowy system kontroli jakości: gdzie mieści się kontrola jakości na wyjściu (OQC)
OQC stanowi trzeci i ostatni etap kompleksowego systemu kontroli jakości w zakładzie produkcyjnym. Aby właściwie zrozumieć OQC, należy rozpatrywać je w kontekście dwóch poprzedzających je etapów.
IQC — Kontrola jakości towarów przychodzących Kontrola jakości przy przyjęciu (IQC) jest przeprowadzana w odniesieniu do surowców, komponentów i podzespołów w momencie ich dostarczenia do fabryki przez dostawców. W produkcji sprzętu fitness kontrola IQC obejmuje kęsy stalowe, odlewy płytowe, półfabrykaty gumowe, elementy metalowe (kołnierze, zaślepki, tuleje) oraz zakupione podzespoły. Kontrola IQC weryfikuje, czy dostarczony materiał spełnia wymagania specyfikacji, zanim trafi do procesu produkcyjnego. Zakład, który przyjmuje surowce niespełniające specyfikacji z powodu pominięcia kontroli IQC, naraża się na ryzyko wyprodukowania całej partii z wadliwymi komponentami — problem ten może ujawnić się dopiero podczas kontroli OQC lub w warunkach eksploatacyjnych.
IPQC — Kontrola jakości na etapie produkcji jest stosowana podczas produkcji w określonych punktach kontrolnych w ramach sekwencji produkcyjnej. Kontrole IPQC odbywają się po kluczowych operacjach produkcyjnych — po kuciu, po obróbce skrawaniem, po spawaniu, po obróbce powierzchniowej, po montażu — w celu wykrycia odchyleń procesowych lub niezgodności, zanim kolejne operacje dodadzą dalszą wartość do wadliwej części. IPQC to etap, który zapobiega gromadzeniu się wad w trakcie procesu produkcyjnego. Zakład bez IPQC wytwarza całe partie, zanim wykryje problem; zakład z IPQC wykrywa i koryguje problemy, gdy problem dotyczy jedynie niewielkiej części partii.
OQC — Kontrola jakości produktów wychodzących sprawdza gotowe wyroby pod kątem zgodności z uzgodnioną specyfikacją produktu przed wysyłką. Kontrola jakości po produkcji (OQC) nie zastępuje kontroli jakości przy przyjęciu (IQC) ani kontroli jakości w trakcie produkcji (IPQC) — stanowi ona ostateczną weryfikację prawidłowego funkcjonowania systemu jakości w całym procesie produkcyjnym. OQC wykrywa wszelkie niezgodności, które umknęły kontroli IQC i IPQC, oraz dostarcza udokumentowane dowody potwierdzające zgodność produktu w momencie wysyłki. Stanowi ona barierę jakościową między halą produkcyjną a dokiem odbiorczym nabywcy.
Zakres kontroli OQC w zakresie sprzętu fitness
Zakres kontroli jakości wyjściowej (OQC) sprzętu fitness jest szeroki i obejmuje parametry fizyczne, funkcjonalne oraz dokumentacyjne. Prawidłowy proces kontroli jakości wyjściowej dla partii produkcyjnej sprzętu fitness zazwyczaj obejmuje następujące kategorie.
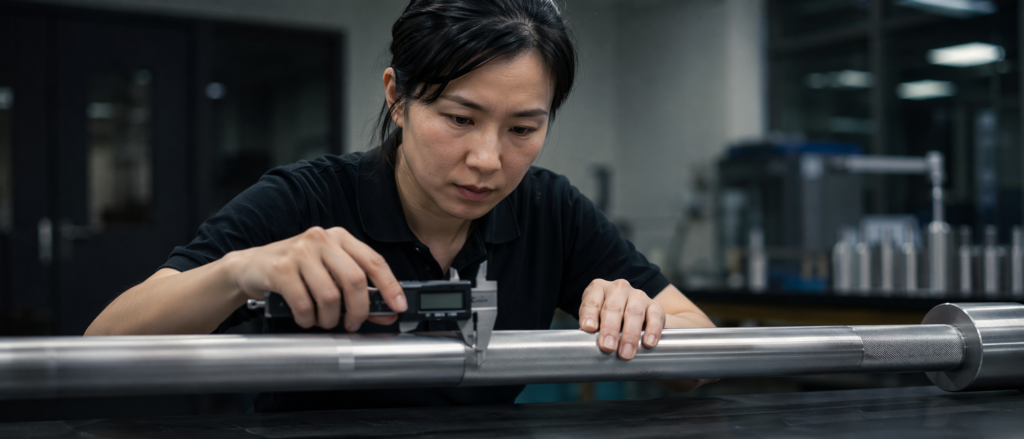
Kontrola wymiarowa
Kluczowe wymiary są weryfikowane pod kątem zgodności ze specyfikacją produktu przy użyciu skalibrowanych przyrządów pomiarowych. W przypadku sztang obejmuje to średnicę trzonu, głębokość radełkowania oraz wymiary wzoru, średnicę zewnętrzną tulei oraz długość całkowitą. W przypadku obciążników obejmuje to średnicę zewnętrzną, grubość, średnicę otworu oraz wagę (masę). W przypadku hantli są to: średnica uchwytu, wymiary głowicy oraz ogólna równowaga. Niezgodność wymiarowa — zbyt ciasny otwór w talerzu lub zbyt mała tuleja sztangi — powoduje niekompatybilność funkcjonalną i stanowi poważną wadę wymagającą odrzucenia partii.
Dokładność pomiaru masy
Dokładność wagowa jest kluczową specyfikacją dla wszystkich produktów z kategorii wolnych ciężarów. Obciążniki, hantle i kettlebells muszą mieścić się w określonej tolerancji względem podanej masy. Standardowa klasa komercyjna zazwyczaj dopuszcza odchylenie ±3% od podanej masy; skalibrowane obciążniki zawodnicze muszą mieścić się w zakresie ±10 gramów lub ±0,1%, w zależności od obowiązujących norm federacji. Weryfikacja masy w ramach kontroli jakości (OQC) odbywa się przy użyciu skalibrowanych wag, których dokładność jest zgodna z krajowymi standardami pomiarowymi. Odchylenie masy wykraczające poza dopuszczalny zakres tolerancji stanowi poważną wadę — sprzedawca oferujący obciążnik o “20 kg”, który waży 19,1 kg, ma do czynienia z problemem błędnego oznakowania produktu, co pociąga za sobą zarówno konsekwencje handlowe, jak i regulacyjne.
Wygląd i jakość powierzchni
Kontrola wzrokowa powierzchni gotowych produktów pozwala wykryć wady wyglądu zgodnie z określonym standardem klasyfikacji wad. W przypadku sprzętu fitness kategorie wad wyglądu zazwyczaj obejmują: ubytki lub luki w powłoce (obszary bez powłoki proszkowej), pęcherze lub łuszczenie się powłoki, rdzę powierzchniową lub korozję na powierzchniach niepowlekanych, porowatość odlewu widoczną na powierzchni, odpryski spawalnicze lub ślady szlifowania niedopuszczalne zgodnie ze specyfikacją oraz nieregularności wzoru radełkowania. Klasyfikacja każdego rodzaju wady — jako krytycznej (zagrożenie dla bezpieczeństwa), poważnej (wpływ na funkcjonalność lub znaczący wpływ estetyczny) lub drobnej (kosmetyczna, ledwo zauważalna) — określa stopień szczegółowości pobierania próbek oraz kryteria akceptacji, które mają do niej zastosowanie.
Testy funkcjonalne
Testy funkcjonalne sprawdzają, czy produkt prawidłowo spełnia swoją przeznaczoną funkcję. W przypadku sztang obejmuje to sprawdzenie, czy tuleja obraca się płynnie w określonym zakresie momentu obrotowego, czy systemy zaciskowe prawidłowo się zatrzaskują i zwalniają oraz czy radełkowanie zapewnia odpowiednią przyczepność. W przypadku hantli regulowanych mechanizmy wyboru obciążenia muszą zatrzaskiwać się płynnie we wszystkich pozycjach obciążenia. W przypadku systemów stojaków mechanizmy sworzniowe muszą prawidłowo się blokować i przenosić obciążenie, a elementy zabezpieczające muszą działać zgodnie z przeznaczeniem. Awarie funkcjonalne klasyfikuje się jako poważne lub krytyczne wady w zależności od ich wpływu na bezpieczeństwo.
Zgodność z przepisami dotyczącymi etykietowania i oznakowania
Etykietowanie produktów musi być zgodne ze specyfikacją zakupową oraz obowiązującymi przepisami rynkowymi. Weryfikacja w ramach kontroli jakości przy odbiorze (OQC) obejmuje dokładność oznaczeń wagowych na płytkach, hantlach i kettlebellach; obecność wymaganych ostrzeżeń bezpieczeństwa; zgodność z wymogami dotyczącymi oznaczania kraju pochodzenia; oraz poprawność kodów UPC/EAN, jeśli mają zastosowanie. W przypadku produktów sprzedawanych pod marką własną nabywcy należy zweryfikować poprawność oznaczenia marki w oparciu o zatwierdzony projekt etykiety. Nieprawidłowe lub brakujące etykiety są zazwyczaj klasyfikowane jako poważne wady, ponieważ mają wpływ na zgodność produktu z przepisami prawnymi dotyczącymi sprzedaży na rynku docelowym.
Kontrola opakowań
Kontrola opakowań potwierdza, że produkt jest zapakowany w zatwierdzone opakowanie, że integralność opakowania jest wystarczająca do ochrony produktu podczas transportu oraz że oznaczenia na kartonie zewnętrznym są poprawne i czytelne. W przypadku ciężkiego sprzętu fitness — sztang, zestawów obciążników, elementów stojaków — istotna jest odpowiednia konstrukcja opakowania: opakowania o niewystarczającej wytrzymałości ulegają uszkodzeniu podczas transportu i powodują roszczenia z tytułu uszkodzeń, które muszą zostać rozstrzygnięte przez producenta OEM i nabywcę. Kontrola jakości wyjściowej (OQC) opakowań powinna obejmować testy upadkowe lub testy ściskania próbnych jednostek opakowaniowych, jeśli uszkodzenia podczas transportu stanowiły problem w przeszłości.
Pobieranie próbek metodą AQL: Podstawy statystyczne kontroli jakości na etapie produkcji (OQC)
OQC nie jest w stanie w praktyce skontrolować każdego egzemplarza w partii produkcyjnej — partia 2 000 sztuk sztang nie może zostać sprawdzona pojedynczo w realistycznym terminie i w ramach dostępnego budżetu. Zamiast tego OQC stosuje plany pobierania próbek opracowane na podstawie analizy statystycznej, aby skontrolować reprezentatywną próbkę z partii i na podstawie wyników badań tej próbki wyciągnąć wnioski dotyczące jakości całej partii.
Standardowe ramy dotyczące doboru próby atrybutowej w OQC to ISO 2859-1 (odpowiada ANSI/ASQ Z1.4), która zawiera tabele pobierania próbek do kontroli, w ramach których produkty klasyfikuje się jako zgodne lub niezgodne. Kluczowym parametrem w tych tabelach jest AQL — dopuszczalny poziom jakości — który określa maksymalny wskaźnik wadliwości uznawany za dopuszczalny w badanej populacji.
Wartości AQL stosowane podczas kontroli sprzętu fitness zazwyczaj mają strukturę wielopoziomową, opartą na stopniu poważności wad: AQL 0,65 dla wad krytycznych (związanych z bezpieczeństwem), AQL 1,0 dla wad poważnych (funkcjonalnych lub mających istotny wpływ na estetykę) oraz AQL 2,5 lub 4,0 dla wad drobnych (kosmetycznych, ledwo zauważalnych). Wartości te oznaczają, że przy określonym AQL plan pobierania próbek dopuści partię o wskaźniku wadliwości wynoszącym około 95% przypadków — a odrzuci ją w około 5% przypadków, nawet jeśli rzeczywisty wskaźnik wadliwości jest równy AQL. System ten ma na celu ochronę przed partiami o wskaźniku wadliwości znacznie przekraczającym AQL.
W przypadku partii produkcyjnej liczącej 2 000 sztuk pobieranie próbek w ramach kontroli ogólnej poziomu II zgodnie z normą ISO 2859-1 wymagałoby sprawdzenia około 125 sztuk (litera L oznaczająca wielkość próby). Liczby akceptacji i odrzucenia — maksymalna liczba wad w próbie, która skutkuje przyjęciem lub odrzuceniem partii — są określane przez poziom AQL i odczytywane z tabeli pobierania próbek. Kupujący, który określił poziom AQL 1,0 dla wad poważnych przy tej wielkości partii, zaakceptuje partię, jeśli w próbie 125 sztuk zostanie wykrytych 3 lub mniej wad poważnych, a odrzuci ją, jeśli wykryje 4 lub więcej wad poważnych.
Zrozumienie zasad obliczania wskaźnika AQL pozwala nabywcom dostosować poziom ryzyka związanego z jakością. Określenie bardziej rygorystycznego wskaźnika AQL (niższej wartości) zwiększa prawdopodobieństwo odrzucenia partii o jakości granicznej, ale jednocześnie zwiększa prawdopodobieństwo odrzucenia partii bez wad. Określenie mniej rygorystycznego wskaźnika AQL zmniejsza rygorystyczność kontroli i zwiększa ryzyko przyjęcia partii o wyższym wskaźniku wadliwości. Właściwe określenie wartości AQL jest decyzją dotyczącą zarządzania ryzykiem, którą należy podjąć w sposób przemyślany, a nie domyślnie przyjmować wartości stosowane przez fabrykę jako standard.
Dokumentacja OQC: o co powinni poprosić nabywcy
Wynikiem procesu kontroli jakości przy odbiorze (OQC) powinien być formalny raport z kontroli, zawierający udokumentowane dowody przeprowadzonych czynności kontrolnych, wielkość próby, wykryte wady oraz decyzję o zakwalifikowaniu lub odrzuceniu produktu. Odbiorcy, którzy otrzymują dostawy od producenta bez raportu z kontroli OQC, przyjmują produkt bez udokumentowanego potwierdzenia jakości — co naraża ich na nieudokumentowane ryzyko związane z jakością i ogranicza ich możliwości w przypadku sporu dotyczącego jakości.
Kompletny raport z kontroli OQC powinien zawierać: numer zamówienia zakupu lub zlecenia produkcyjnego; wielkość produkcji oraz wielkość próby kontrolnej; datę kontroli oraz nazwiska kontrolerów; kryteria AQL zastosowane dla każdej kategorii wad; wyniki kontroli w podziale na kategorie (liczba skontrolowanych sztuk, liczba wykrytych wad według rodzaju); dane pomiarowe dotyczące krytycznych parametrów wymiarowych i wagowych (nie tylko informację o zgodności/niezgodności, ale rzeczywiste wartości pomiarowe); zdjęcia wszelkich wykrytych wad; oraz ostateczną decyzję dotyczącą partii — przyjęta, odrzucona lub przyjęta warunkowo z określonymi wymaganiami dotyczącymi poprawek.
Nabywcy powinni zapoznać się z raportami z kontroli jakości wysyłkowej (OQC) przed zatwierdzeniem wydania przesyłki, a nie po otrzymaniu towaru. Sprawdzanie raportu dopiero w momencie odbioru towaru mija się z celem kontroli OQC — wartość raportu polega na tym, że zapewnia on nabywcy rzetelną podstawę do podjęcia decyzji o wydaniu przesyłki jeszcze przed wysłaniem towaru i zanim nabywca poniesie koszty transportu.
Kontrola zewnętrzna a fabryczna kontrola jakości wyjściowej (OQC)
Kontrola jakości przeprowadzana w zakładzie (OQC) oraz kontrola przedwysyłkowa przeprowadzana przez stronę trzecią pełnią powiązane, ale odrębne funkcje. Fabryczna kontrola jakości (OQC) jest przeprowadzana przez własny personel ds. jakości producenta przy użyciu własnych kryteriów i przyrządów kontrolnych. Kontrola przeprowadzana przez niezależną organizację — takie firmy jak QIMA, Bureau Veritas, SGS lub Intertek — jest zlecana przez kupującego w celu przeprowadzenia kontroli w fabryce w jego imieniu.
Fabryczna kontrola jakości wyjściowej (OQC) jest przeprowadzana przed kontrolą zewnętrzną i stanowi jej warunek wstępny: fabryka powinna przejść własną kontrolę OQC przed złożeniem wniosku o rezerwację kontroli zewnętrznej. Fabryka, która wnioskuje o kontrolę zewnętrzną produktu, który nie przeszedł własnej kontroli OQC, jest partnerem niewiarygodnym. Kontrola zewnętrzna zapewnia niezależną weryfikację wyników fabrycznej kontroli jakości (OQC) — bezstronną ocenę dokonywaną przez organizację, która nie ma żadnego interesu komercyjnego w wyniku tej kontroli. Zgodnie z System kontroli przedwysyłkowej firmy QIMA, standardowa kontrola przedwysyłkowa jest zazwyczaj przeprowadzana, gdy ukończono co najmniej 80% partii produkcyjnej, a 100% towaru zostało zapakowane — co pozwala na skontrolowanie reprezentatywnej próbki całej produkcji.
W przypadku nawiązywania współpracy z nowymi dostawcami zdecydowanie zaleca się przeprowadzenie zewnętrznej kontroli przedwysyłkowej w odniesieniu do pierwszych zamówień produkcyjnych, niezależnie od zapewnień dostawcy dotyczących jakości na poziomie zakładu (OQC). Koszt — wynoszący zazwyczaj 300–600 USD za dzień kontroli — jest nieistotny w porównaniu z kosztami związanymi z odbiorem niezgodnej z wymaganiami dostawy sprzętu fitness. W przypadku ugruntowanych relacji z dostawcami, którzy mogą wykazać się stałą skutecznością kontroli jakości na etapie wysyłki (OQC), nabywcy mogą zmniejszyć częstotliwość kontroli przeprowadzanych przez niezależne podmioty, jednak powinni utrzymać okresowe audyty, zamiast całkowicie rezygnować z niezależnej weryfikacji.

Ocena zdolności dostawcy w zakresie kontroli jakości przy odbiorze (OQC) na etapie pozyskiwania dostawców
Ocena zdolności potencjalnego partnera OEM w zakresie kontroli jakości na etapie produkcji (OQC) powinna stanowić standardowy element procesu kwalifikacji dostawców. Zadanie właściwych pytań podczas oceny zakładu lub audytu dostawcy pozwala ustalić, czy system jakości zakładu jest autentyczny, czy też ma charakter wyłącznie pozorny — a różnica ta staje się boleśnie widoczna dopiero po wystąpieniu awarii związanej z jakością produktów wprowadzanych na rynek.
Pierwszym pytaniem, jakie należy zadać, jest to, czy kontrola jakości na etapie produkcji (OQC) jest przeprowadzana przez wyspecjalizowany personel kontroli jakości, czy też przez pracowników produkcyjnych. W zakładzie, w którym ten sam zespół, który montuje produkt, jest również odpowiedzialny za jego kontrolę, występuje nieodłączny konflikt interesów — zespoły produkcyjne są motywowane do utrzymania tempa produkcji, a nie do wykrywania wad, które powodują konieczność ponownej obróbki lub opóźnienia. Wiarygodna kontrola jakości na linii produkcyjnej (OQC) wymaga istnienia wyspecjalizowanego działu kontroli jakości, niezależnego od hali produkcyjnej, którego pracownicy podlegają kierownictwu ds. jakości, a nie kierownictwu produkcji.
Drugie pytanie dotyczy tego, czy pobieranie próbek w ramach kontroli jakości wyjściowej (OQC) odbywa się zgodnie z udokumentowanym planem dostosowanym do uznanego standardu statystycznego, takiego jak ISO 2859-1. Odpowiedź typu “sprawdzamy wszystkie produkty przed wysyłką” sugeruje stosowanie metody kontroli 100%, która jest bardzo zasobochłonna i przy dużych ilościach prowadzi do błędów wynikających ze zmęczenia personelu. Odpowiedź “przeprowadzamy kontrolę wyrywkową” bez odniesienia do konkretnych poziomów AQL i wielkości próbek sugeruje proces nieformalny, a nie kontrolowany statystycznie. Zakład powinien być w stanie określić stosowane poziomy AQL, metodę ustalania wielkości próbek oraz zakres kontroli — z odniesieniem do konkretnych dokumentów.
Trzecie pytanie dotyczy prośby o udostępnienie przykładowych raportów z kontroli OQC z ostatnich zleceń produkcyjnych. Fabryka, która prowadzi rzetelną dokumentację OQC, może je dostarczyć natychmiast. Raporty powinny zawierać rzeczywiste dane pomiarowe — a nie tylko zaznaczenia „zgodny/niezgodny” — dotyczące kluczowych parametrów wymiarowych i wagowych, a także powinny wskazywać wady wykryte podczas kontroli (nawet jeśli partia została przyjęta). Fabryka, która sporządza raporty OQC wskazujące zerową liczbę wad w każdej partii, tworzy dokumentację dla pozoru, a nie jako dowód. Prawdziwa kontrola wykrywa rzeczywiste wady — pytanie brzmi, czy wskaźnik wadliwości mieści się w dopuszczalnym poziomie AQL.
Po czwarte, należy sprawdzić, czy przyrządy kontroli jakości wyjściowej (OQC) są skalibrowane. Pomiary wymiarowe mają znaczenie tylko wtedy, gdy przyrządy używane do ich wykonywania są skalibrowane w odniesieniu do wzorców o śledzalności. Podczas wizyt w zakładach produkcyjnych w dziale kontroli jakości powinny być dostępne certyfikaty kalibracji mikrometrów, suwmiarek, mierników otworów i wag. Wygasłe certyfikaty kalibracji wskazują, że system jakości działa poza zatwierdzonymi parametrami.
Co oznacza błąd OQC i co należy zrobić
Gdy kontrola jakości OQC prowadzi do odrzucenia partii — czy to w ramach zakładowej kontroli jakości OQC, czy też w wyniku kontroli przeprowadzonej przez podmiot zewnętrzny — nabywca ma do wyboru kilka opcji, w zależności od charakteru i wagi wykrytych niezgodności.
W przypadku niewielkich przekroczeń dopuszczalnych limitów wad, gdy wada ma rzeczywiście niewielki charakter (charakter kosmetyczny, nie ma wpływu na funkcjonalność ani bezpieczeństwo), nabywca może przyjąć partię towaru po udokumentowanym odstępstwie od normy dotyczącym wad oraz po uzyskaniu korekty ceny lub noty kredytowej od producenta. Rozwiązanie to ma zastosowanie wyłącznie w przypadku drobnych wad i powinno zostać udokumentowane na piśmie, a nie uzgodnione ustnie.
W przypadku znacznego przekroczenia limitu wad standardowym postępowaniem jest sortowanie partii metodą 100% — każda sztuka jest sprawdzana, a sztuki wadliwe są odkładane do przeróbki lub zniszczenia. Po sortowaniu metodą 100% posortowana partia jest ponownie kontrolowana zgodnie z pierwotnym planem pobierania próbek AQL w celu sprawdzenia, czy posortowana populacja jest zgodna z wymaganiami. Koszt sortowania metodą 100% zazwyczaj ponosi producent.
W przypadku stwierdzenia wad krytycznych cała partia powinna zostać odrzucona. W przypadku wad krytycznych — stanowiących zagrożenie dla bezpieczeństwa użytkowników końcowych — nie ma innego właściwego rozwiązania niż odrzucenie partii. Producent musi przeprowadzić analizę przyczyn źródłowych, wdrożyć działania naprawcze oraz wyprodukować nową partię zgodną z wymaganiami przed wysyłką. Koszty związane z ponowną produkcją, dodatkową kontrolą oraz opóźnieniami w wysyłce ponosi producent.
Jak określić wymagania dotyczące kontroli jakości na etapie produkcji (OQC) w umowach z producentami OEM
Wymagania dotyczące kontroli jakości przy odbiorze (OQC) powinny być wyraźnie określone w umowach zakupu z producentami OEM lub w umowach dotyczących zapewnienia jakości, a nie pozostawione do swobodnego uznania zakładu produkcyjnego. Kluczowe parametry, które należy określić, obejmują: normę kontroli (ISO 2859-1 lub ANSI/ASQ Z1.4), poziom kontroli (standardowo ogólny poziom II), wartości AQL według kategorii wad, zakres kontroli (które parametry są mierzone i zgodnie z jaką specyfikacją), wymagania dotyczące dokumentacji (format i treść raportu z kontroli) oraz warunki uruchomienia kontroli zewnętrznej (wszystkie zamówienia, zamówienia początkowe lub zamówienia powyżej określonego progu wartości).
Specyfikacja kontroli jakości wyjściowej (OQC) powinna zawierać odniesienia do dokumentów specyfikacji produktu — rysunków technicznych, zatwierdzonych próbek lub arkuszy specyfikacji produktu — które określają kryteria zgodności, pod kątem których przeprowadzana jest kontrola OQC. Proces OQC bez jasnych odniesień do specyfikacji produktu polega na ocenie produktu w oparciu o nieokreślone kryteria, co prowadzi do uzyskania wyników pozbawionych znaczenia.
Firma Alexandave stosuje udokumentowane procedury kontroli jakości wyjściowej (OQC) dla wszystkich kategorii produktów w naszym asortymencie. Nasz zespół ds. zapewnienia jakości przeprowadza kontrolę OQC każdej partii produkcyjnej przed wydaniem zezwolenia na wysyłkę, a raporty z kontroli są udostępniane nabywcom jako standardowa dokumentacja. W przypadku marek wymagających dodatkowych gwarancji, na życzenie nabywcy organizujemy wizyty niezależnych podmiotów kontrolujących w naszym zakładzie. Szczegółowe informacje na temat naszych procesów kontroli jakości i standardów dokumentacji są dostępne na naszej stronie Strona poświęcona usługom OEM/ODM oraz nasz dokumentacja dotycząca możliwości produkcyjnych.
IQC, IPQC i OQC: pełny łańcuch jakości w skrócie
| Scena | Kiedy stosować | Co jest przedmiotem kontroli | Kto to prowadzi? | Główny cel |
|---|---|---|---|---|
| IQC (przychodzące) | Po otrzymaniu surowców i komponentów | Stal, odlewy, guma, elementy metalowe, podzespoły | Zespół kontroli jakości w fabryce | Zapobieganie przedostawaniu się wadliwych materiałów do produkcji |
| IPQC (kontrola jakości w trakcie procesu) | W trakcie produkcji w określonych punktach kontrolnych | Wymiary, spoiny, obróbka powierzchni, montaż na każdym etapie procesu | Zespół kontroli jakości w fabryce (specjalistyczny, nieobejmujący pracowników produkcyjnych) | Wykryj i skoryguj odchylenia w procesie, zanim doprowadzą one do powstania całej partii wadliwych produktów |
| OQC (Wychodzące) | W odniesieniu do produktów gotowych przed wysyłką | Wszystko: wymiary, waga, wygląd, działanie, oznakowanie, opakowanie | Zespół kontroli jakości w zakładzie; ewentualnie również niezależny inspektor | Należy sprawdzić, czy gotowy produkt spełnia wymagania specyfikacji; należy udokumentować zgodność dla nabywcy |
Najczęściej zadawane pytania
Co oznacza skrót OQC i jakie ma znaczenie w branży produkcyjnej?
Skrót OQC oznacza „Outgoing Quality Control” (kontrolę jakości produktów wychodzących). Odnosi się on do formalnego procesu kontroli przeprowadzanej na gotowych produktach w fabryce producenta OEM przed ich wysyłką do odbiorcy. W ramach OQC weryfikuje się, czy gotowy produkt spełnia uzgodnione wymagania specyfikacji w zakresie wymiarów, masy, wyglądu, funkcjonalności, etykietowania i opakowania, z wykorzystaniem statystycznie opracowanego planu pobierania próbek. Jest to ostatni etap kontroli jakości w systemie zarządzania jakością zakładu, następujący po etapach IQC (kontrola przychodząca) i IPQC (kontrola w trakcie produkcji).
Czym jest AQL i jaki ma związek z kontrolą OQC?
Skrót AQL oznacza „Acceptable Quality Level” (dopuszczalny poziom jakości). Jest to maksymalny wskaźnik wad, który uznaje się za dopuszczalny w partii produkcyjnej na potrzeby kontroli wyrywkowej. W ramach kontroli jakości wyjściowej (OQC) wartości AQL wykorzystuje się do ustalania wielkości próby oraz kryteriów akceptacji na podstawie statystycznych tabel pobierania próbek (ISO 2859-1 lub ANSI/ASQ Z1.4). Typowe wartości AQL dla sprzętu fitness to AQL 0,65 dla wad krytycznych, AQL 1,0 dla wad poważnych oraz AQL 2,5 lub 4,0 dla wad drobnych. Partia jest akceptowana lub odrzucana w zależności od tego, czy liczba wad wykrytych w próbie mieści się w granicach liczby akceptacyjnej dla określonego AQL, czy też ją przekracza.
Czy nabywcy sprzętu fitness powinni zwracać się do producentów OEM o dostarczenie raportów z kontroli OQC?
Tak — raporty z kontroli OQC powinny być wymagane jako standardowa dokumentacja dla każdego zlecenia produkcyjnego. Raport stanowi udokumentowane potwierdzenie, że partia została skontrolowana, zawiera informacje o stwierdzonych nieprawidłowościach oraz uzasadnienie decyzji o dopuszczeniu dostawy. Odbiorcy, którzy otrzymują dostawy bez raportu OQC, przyjmują produkt bez dowodu potwierdzającego jego jakość, co ogranicza ich możliwości w sporach dotyczących jakości i naraża ich na ryzyko związane z nieudokumentowanymi wadami. Analiza raportu OQC powinna nastąpić przed zatwierdzeniem wysyłki, a nie po otrzymaniu towaru.
Jaka jest różnica między fabryczną kontrolą jakości przed wysyłką (OQC) a kontrolą przed wysyłką przeprowadzaną przez podmiot zewnętrzny?
Fabryczna kontrola jakości wyjściowej (OQC) jest przeprowadzana przez własny personel ds. jakości producenta przy użyciu kryteriów i przyrządów kontrolnych producenta. Kontrola przedwysyłkowa przeprowadzana przez stronę trzecią jest realizowana przez niezależną organizację kontrolną zatrudnioną przez kupującego — taką jak QIMA, Bureau Veritas, SGS lub Intertek — która nie ma żadnych powiązań handlowych z fabryką. Kontrola zewnętrzna zapewnia niezależną weryfikację wyników fabrycznej kontroli jakości (OQC). W przypadku nawiązywania współpracy z nowymi dostawcami lub realizacji zamówień o wysokiej wartości zdecydowanie zaleca się przeprowadzenie kontroli zewnętrznej. Fabryczna kontrola jakości (OQC) i kontrola zewnętrzna wzajemnie się uzupełniają, ale nie są zamienne — fabryka powinna przejść własną kontrolę jakości (OQC) przed zorganizowaniem kontroli zewnętrznej.
Co powinni zrobić nabywcy, jeśli partia sprzętu fitness nie przejdzie kontroli jakości OQC?
Odpowiednia reakcja na niepowodzenie kontroli jakości przy odbiorze (OQC) zależy od rodzaju wady. Nieznaczne przekroczenia dopuszczalnych limitów wad mogą pozwolić na przyjęcie partii z udokumentowanym odstępstwem i korektą ceny. Znaczne przekroczenia dopuszczalnych limitów wad wymagają sortowania partii zgodnie z procedurą 100% na koszt producenta, a następnie ponownej kontroli posortowanej populacji. Wady krytyczne wymagają odrzucenia całej partii — w przypadku niezgodności związanych z bezpieczeństwem nie ma miejsca na warunkową akceptację. Producent musi przeprowadzić analizę przyczyn źródłowych i wdrożyć działania naprawcze przed wyprodukowaniem partii zastępczej. Wszystkie decyzje dotyczące postępowania z partią powinny być udokumentowane na piśmie, a nie uzgodnione ustnie.
Wnioski
OQC nie jest formalnością ani administracyjnym wymogiem do odhaczenia — to proces generowania dowodów, który stanowi ogniwo łączące partię produkcyjną z fabryki z pewnością nabywcy, że produkt, za który zapłacił, spełnia uzgodnione specyfikacje. Dobrze udokumentowany i rygorystycznie przeprowadzony proces OQC przynosi korzyści obu stronom: nabywca otrzymuje udokumentowane zapewnienie jakości oraz istotną podstawę do podjęcia decyzji o zwolnieniu dostawy; producent wykazuje swoje możliwości i buduje zaufanie, które stanowi fundament długoterminowych relacji handlowych.
W przypadku marek z branży fitness tworzące programy zaopatrzenia w ramach OEM wymagania dotyczące kontroli jakości przy odbiorze (OQC) muszą być wyraźnie określone w umowach dotyczących jakości — nie można zakładać, że istnieją one z samego faktu, że fabryka posiada certyfikat ISO 9001. Norma ISO 9001 wymaga systemu zarządzania jakością (QMS) z kontrolami jakości ukierunkowanymi na klienta, ale nie określa poziomów AQL, formatów raportów z kontroli ani zakresu sprawdzanych parametrów. Szczegóły te muszą zostać uzgodnione między nabywcą a producentem w ramach handlowej umowy dotyczącej jakości.
System zarządzania jakością firmy Alexandave obejmuje udokumentowane protokoły kontroli jakości na wyjściu (OQC) dla wszystkich kategorii produktów, a raporty z kontroli stanowią standardową dokumentację każdej partii produkcyjnej. Nasze Program OEM/ODM zawiera szablony umów dotyczących jakości, które uwzględniają wymagania OQC, specyfikacje AQL oraz standardy dokumentacji kontroli. Dla marek oceniających partnerów OEM w branży sprzętu fitness, nasz strona poświęcona możliwościom produkcyjnym zawiera szczegółowe informacje na temat naszej infrastruktury kontroli jakości. W razie jakichkolwiek pytań dotyczących naszych procesów kontroli jakości lub w celu omówienia wymagań jakościowych dotyczących Państwa programu, skontaktuj się z naszym zespołem. Dodatkowe informacje dotyczące jakości można znaleźć w naszym Sekcja „Najczęściej zadawane pytania”.







