OEM製造パートナーを通じて製品を調達しているフィットネスブランドや販売業者にとって、製造工程の最終段階――製造が完了した後、製品が梱包・出荷される前の段階――で何が起きているかを理解することは、サプライチェーンの品質管理において最も重要な要素の一つです。 一般にOQCとして知られる出荷前品質管理(Outgoing Quality Control)とは、完成品が工場を出荷される前に実施される正式な検査および検証プロセスのことです。これは、不適合品が顧客に届く前にそれを特定できる最後の機会となります。.
OQCは単一の検査手法ではなく、寸法検証、外観評価、機能試験、重量精度、表示の適合性、包装の完全性などを網羅した体系的なプロセスであり、これらはすべて、製品カテゴリーの欠陥リスク許容度に合わせて調整された、統計的に妥当なサンプリング計画に基づいて実施されます。 OQCが適切に実施されれば、生産ロットが合意された仕様を満たしていることを示す文書化された証拠が得られます。一方、OQCが実施されない、あるいは不適切に実施された場合、工場で発見できたはずの品質問題が、バイヤーやエンドユーザーによって発見されるか、最悪の場合、商業上の損害が発生した後や規制当局による検査の後に発覚することになります。.
本ガイドでは、OQCとは何か、フィットネス機器メーカーにおける広範な品質管理システムの中でOQCがどのような位置づけにあるのか、OQCが対象とする具体的な検査活動、およびフィットネス機器の購入担当者がOEM調達プログラムにおいてOQC要件をどのように規定し、検証すべきかについて解説します。.
3段階の品質管理フレームワーク:OQCの位置づけ
OQCは、包括的な工場品質管理システムの第3段階であり、最終段階です。OQCを正しく理解するためには、その前の2つの段階との関連で捉える必要があります。.
IQC — 入荷品質管理 IQCは、サプライヤーから工場に搬入される原材料、部品、およびサブアセンブリに対して実施されます。フィットネス機器の製造において、IQCの対象となるのは、鋼ビレット、鋳造鋼板、ゴムブランク、ハードウェア部品(カラー、エンドキャップ、スリーブブッシング)、および購入済みのサブアセンブリです。 IQC検査は、入荷した材料が生産工程に入る前に、仕様を満たしていることを確認するものです。IQCを省略したために仕様外の原材料を受け入れてしまった工場では、欠陥のある部品で生産バッチ全体が製造されてしまうリスクがあります。この問題は、OQCの段階や現場で使用されて初めて明らかになる可能性があります。.
IPQC — 工程内品質管理 製造工程内の所定のチェックポイントにおいて実施されます。IPQCの検査は、重要な製造工程(鍛造後、機械加工後、溶接後、表面処理後、組立後)の後に実施され、下流の工程で欠陥のある部品にさらなる付加価値が加わる前に、工程のばらつきや不適合を検出することを目的としています。 IPQCは、製造工程を通じて欠陥が蓄積するのを防ぐ段階です。IPQCを導入していない工場では、問題が発覚するまでにロット全体が生産されてしまいますが、IPQCを導入している工場では、ロットのごく一部しか影響を受けていない段階で問題を発見し、是正することができます。.
OQC — 出荷前品質管理 出荷前に、合意された製品仕様に基づいて完成品を検査します。OQCはIQCやIPQCの代わりとなるものではなく、生産プロセス全体を通じて品質システムが正しく機能したことを最終的に確認するものです。 OQCは、IQCやIPQCの検知をすり抜けた不適合を捕捉し、出荷時点における製品の適合状況に関する文書化された証拠を提供します。これは、工場現場と買い手の荷受ドックの間に位置する品質ゲートです。.
フィットネス機器におけるOQC検査の対象範囲
フィットネス機器に対するOQC検査の範囲は広く、物理的、機能的、および文書上の項目を網羅しています。フィットネス機器の生産ロットに対する適切なOQCプロセスでは、通常、以下の項目が対象となります。.
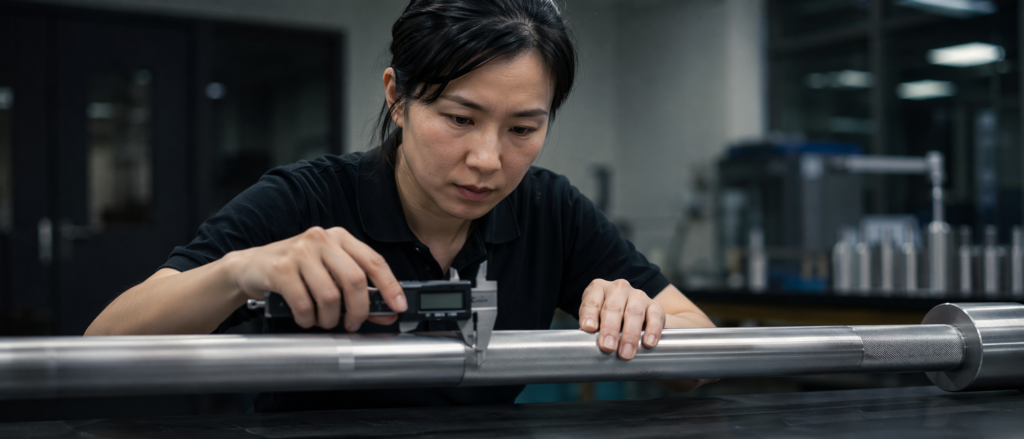
寸法検査
主要な寸法は、校正済みの測定機器を用いて製品仕様書と照合して検証されます。バーベルの場合、これにはシャフト径、ノクル(刻み)の深さおよびパターン寸法、スリーブ外径、全長が含まれます。ウェイトプレートの場合、これには外径、厚さ、穴径、および重量(質量)が含まれます。 ダンベルについては、ハンドルの直径、ヘッドの寸法、および全体のバランスが対象となります。寸法不適合(プレートの穴径が狭すぎる、またはバーベルのスリーブが規定サイズより小さいなど)は、機能的な互換性を損なうものであり、ロットの全数廃棄を要する重大な欠陥に分類されます。.
重量(質量)の精度
重量の精度は、すべてのフリーウェイト製品にとって極めて重要な仕様です。プレート、ダンベル、ケトルベルは、表示重量の規定許容誤差の範囲内である必要があります。 一般的な商用グレードでは、通常、表示重量に対して±3%の許容誤差が認められています。一方、校正済みの競技用プレートについては、該当する連盟の基準に応じて、±10グラムまたは±0.1%の許容誤差が求められます。OQCによる重量検証では、国家計量標準にトレーサブルな校正済みはかりが使用されます。 許容誤差を超える重量の偏差は重大な欠陥となります。「20 kg」と表示されたプレートの実測重量が19.1 kgである場合、販売業者には製品の誤表示問題が生じ、商業的および規制上の影響を及ぼします。.
外観および表面品質
完成品の表面を目視検査し、定義された欠陥分類基準に基づいて外観上の欠陥を特定します。 フィットネス機器の場合、外観欠陥のカテゴリーには通常、以下のものが含まれます:コーティングの欠損や欠落(粉体塗装が施されていない部分)、コーティングの膨れや剥離、未塗装面における表面の錆や腐食、表面に見える鋳造気孔、仕様で許容されない溶接スパッタや研削痕、およびローレットパターンの不規則性。 各欠陥の種類を「重大(安全上のリスク)」「主要(機能面または外観に著しい影響)」「軽微(外観上の問題、ほとんど目立たない)」に分類することで、それに適用されるサンプリング密度および合格基準が決定されます。.
機能テスト
機能試験は、製品が意図された機能を正しく果たすことを確認するものです。バーベルの場合、これには、スリーブが規定のトルク範囲内でスムーズに回転すること、カラーシステムが正しく係合・解除されること、およびローレット加工が適切なグリップ感を提供していることの確認が含まれます。調整式ダンベルの場合、セレクター機構はすべての重量位置で確実に係合しなければなりません。 ラックシステムについては、ピン機構が正しく噛み合って荷重を支え、安全機能が設計通りに作動することが求められます。機能上の不具合は、安全性への影響度に応じて、重大な欠陥または致命的な欠陥に分類されます。.
表示およびマーキングに関するコンプライアンス
製品のラベル表示は、購入仕様書および該当する市場規制に準拠していなければなりません。OQC(出荷前品質検査)による検証では、プレート、ダンベル、ケトルベルの重量表示の正確性、必要な安全警告の記載の有無、原産国表示要件への準拠、および該当する場合はUPC/EANコードの正確性を確認します。 バイヤーのプライベートブランドとして販売される製品については、承認済みのラベルデザインと照合し、ブランド表示が正しいことを確認する必要があります。ラベルの不備や欠落は、通常、販売先市場における製品の法的適合性に影響を及ぼすため、重大な欠陥として分類されます。.
包装検査
梱包検査では、製品が承認済みの梱包材で梱包されていること、輸送中に製品を保護するのに十分な梱包の堅牢性が確保されていること、および外箱の表示が正確かつ判読可能であることを確認します。 バーベル、ウェイトセット、ラック部品などの重量のあるフィットネス機器については、梱包構造の適切性が重要です。設計が不十分な梱包は輸送中に破損し、OEMおよび購入者が解決しなければならない損害賠償請求を引き起こします。過去に輸送中の破損が問題となっていた場合は、OQC(出荷前検査)の梱包検査において、サンプル梱包単位に対する落下試験または圧縮試験を実施する必要があります。.
AQLサンプリング:OQCの統計的基礎
OQCでは、生産ロットのすべての製品を実際に検査することは現実的ではありません。2,000本のバーベルからなる出荷ロットを、現実的な期間と予算内で1本ずつ検査することは不可能です。その代わりに、OQCでは統計的に設計されたサンプリング計画を適用し、ロットの代表的なサンプルを検査して、その検査結果からロット全体の品質について結論を導き出します。.
OQCにおける属性サンプリングの標準的な枠組みは、以下の通りである。 ISO 2859-1 (に相当する) ANSI/ASQ Z1.4)、これは、検査対象品を「適合」または「不適合」に分類するための抽出表を提示している。これらの表における重要なパラメータはAQL(許容品質水準)であり、これは抽出対象の母集団において許容されるとみなされる最大欠陥率を定義するものである。.
フィットネス機器の検査で使用されるAQL値は、通常、欠陥の重大度に応じて段階的な構造に従っています。 重大欠陥(安全関連)にはAQL 0.65、主要欠陥(機能的または著しい外観上の欠陥)にはAQL 1.0、軽微な欠陥(外観上の、ほとんど目立たないもの)にはAQL 2.5または4.0が適用されます。 これらの値は、指定されたAQLにおいて、サンプリング計画ではその欠陥率を持つロットを約95%の確率で合格とし、真の欠陥率がAQLと等しい場合でも約5%の確率で不合格とすることを意味します。このシステムは、欠陥率がAQLを著しく上回るロットを排除するように設計されています。.
2,000個の生産ロットの場合、ISO 2859-1に基づく第II種一般検査のサンプリングでは、約125個(標本サイズコード文字L)の検査が必要となります。 合格および不合格の基準値(ロットの合格または不合格を決定する、サンプル中の欠陥の最大許容数)は、AQLレベルによって決定され、サンプリング表から読み取られます。 このロットサイズで、主要欠陥について AQL 1.0 を指定した買い手は、125 個のサンプルから 3 個以下の主要欠陥が見つかった場合はそのロットを受け入れ、4 個以上の主要欠陥が見つかった場合はそのロットを不適合とします。.
AQLの計算方法を理解することで、バイヤーは品質リスクの許容範囲を適切に調整することができます。AQLを厳しく設定(数値を小さく)すると、品質が境界線上にあるロットが不合格となる可能性が高まりますが、同時に良品ロットが不合格となる確率も高まります。AQLを緩く設定すると、検査の厳格さが緩和され、欠陥率の高いロットを受け入れてしまうリスクが高まります。 適切なAQLの指定は、リスク管理上の判断であり、工場が標準として適用している値に無条件に従うのではなく、慎重に決定すべきものです。.
OQC 文書:購入者が要求すべき事項
OQCプロセスの成果物としては、実施された検査活動、サンプル数、発見された欠陥、および処分決定(合格または不合格)に関する文書化された証拠を記載した正式な検査報告書が作成されるべきです。 製造業者からOQC検査報告書が添付されていない出荷品を受け取るバイヤーは、文書化された品質の証拠なしに製品を受け入れていることになり、これにより、文書化されていない品質リスクにさらされるだけでなく、品質に関する紛争が発生した場合の選択肢も制限されることになる。.
完全なOQC検査報告書には、以下の事項を含める必要があります:発注書番号または製造指示書番号、生産数量および検査サンプル数、検査日および検査担当者の氏名、各欠陥カテゴリーに適用されたAQL基準、カテゴリー別の検査結果(検査対象数量、欠陥の種類別発見数)、 重要寸法および重量パラメータの測定データ(合格/不合格だけでなく、実際の測定値);発見された欠陥の写真;および最終的なロットの処分結果(合格、不合格、または特定の再加工要件を伴う条件付き合格)。.
バイヤーは、商品を受け取った後ではなく、出荷の承認を行う前にOQCレポートを確認すべきです。商品受領時にレポートを確認することは、OQCの本来の目的を損なうことになります。このレポートの価値は、商品が出荷される前、かつバイヤーが輸送費という財務的リスクを負う前に、出荷の可否を判断するための十分な情報に基づく根拠をバイヤーに提供することにあるのです。.
第三者検査と工場出荷前品質検査(OQC)の比較
工場によるOQCと第三者機関による出荷前検査は、関連してはいるものの、それぞれ異なる役割を果たしています。 工場内OQCは、製造業者自身の品質管理担当者が、製造業者独自の検査基準および検査機器を用いて実施します。一方、第三者検査は、QIMA、ビューローベリタス、SGS、インターテックなどの独立した検査機関が、買い手の委託を受けて、買い手に代わって工場にて検査を実施するものです。.
工場によるOQCは、第三者検査の前に実施され、第三者検査を受けるための前提条件となります。つまり、工場は、第三者検査の予約を依頼する前に、自社のOQCに合格していなければなりません。自社のOQCに合格していない製品について第三者検査を依頼する工場は、信頼できないパートナーと言えます。 第三者検査は、工場のOQC結果に対する独立した検証、すなわち、結果に商業的な利害関係を持たない組織による公平な評価を提供します。によると QIMAの出荷前検査の枠組み, 、標準的な出荷前検査は通常、生産ロットの少なくとも80%が完成し、100%の商品が梱包された時点で実施されます。これにより、生産された全量から代表的なサンプルを抽出して検査することが可能となります。.
新規サプライヤーとの取引においては、サプライヤーの工場における出荷前品質検査(OQC)の主張にかかわらず、初回生産注文については第三者による出荷前検査を強く推奨します。 その費用(通常、検査1日あたり300~600米ドル)は、不適合なフィットネス機器の出荷を受け入れることによるコストに比べれば、ごくわずかなものです。一貫したOQC実績のある既存のサプライヤーとの関係においては、バイヤーは第三者による検査の頻度を減らすことは可能ですが、独立した検証を完全に廃止するのではなく、定期的な監査は維持すべきです。.

調達プロセスにおけるサプライヤーのOQC能力の評価
OEMパートナー候補のOQC(出荷前品質検査)能力を評価することは、サプライヤー認定プロセスの標準的な手順であるべきです。工場評価やサプライヤー監査の際に適切な質問を行うことで、その工場の品質管理体制が真に機能しているのか、それとも形だけなのかを見極めることができます。この違いは、実際の製品に品質上の不具合が発生して初めて、痛感することになるものです。.
まず確認すべき点は、OQCが専任の品質管理担当者によって行われているのか、それとも生産作業員によって行われているのかということです。製品の組み立てを担当するチームが、その検査も担当している工場では、本質的な利益相反が生じます。生産チームは、手直しや遅延の原因となる欠陥を発見することよりも、生産ペースを維持することの方にインセンティブがあるからです。 信頼性の高いOQCを実現するには、生産現場から独立した専任の品質管理部門が必要であり、その品質管理担当者は生産管理部門ではなく、品質管理部門に直属している必要があります。.
2つ目の質問は、OQCのサンプリングが、ISO 2859-1などの公認された統計基準に基づいて策定された文書化された計画に従っているかどうかです。「出荷前にすべての製品を検査している」という回答は、100%検査を示唆していますが、これはリソースを大量に消費する上、大量生産時には疲労によるミスが発生しやすくなります。 具体的なAQLレベルや抽出数に言及せずに「抜き取り検査を行っている」という回答は、統計的に管理されたプロセスというよりは、非公式なプロセスを示唆しています。工場側は、具体的な文書を参照しつつ、適用しているAQLレベル、抽出数の決定方法、および検査範囲を明確に説明できる必要があります。.
3つ目の質問は、直近の生産注文に関するOQC検査報告書のサンプルを請求することです。正規のOQC文書を適切に管理している工場であれば、これらを直ちに提供できるはずです。報告書には、重要な寸法や重量のパラメータについて、単なる「合格/不合格」のチェックマークだけでなく、実際の測定データが記載されている必要があり、また、検査中に発見された欠陥も明記されている必要があります(そのロットが合格していた場合でも)。 すべてのロットで欠陥ゼロを示すOQC報告書を作成している工場は、証拠としてではなく、見せかけのために書類を作成しているに過ぎません。真の検査では実際の欠陥が見つかります。重要なのは、その欠陥率が許容されるAQLレベル内にあるかどうかです。.
第四に、OQC用測定器が校正されていることを確認してください。寸法測定は、その測定に使用される測定器が、トレーサブルな標準器に基づいて校正されている場合にのみ意味を持ちます。 工場視察の際には、品質管理部門にマイクロメーター、ノギス、内径ゲージ、および目盛りの校正証明書が用意されている必要があります。有効期限が切れた校正証明書は、品質管理システムが検証済みのパラメータの範囲外で運用されていることを示しています。.
OQCエラーの意味と対処法
OQCの検査結果によりロットが不合格となった場合(工場側のOQCによるものであれ、第三者機関による検査によるものであれ)、買い手は、発見された不適合事項の性質や重大度に応じて、いくつかの選択肢があります。.
欠陥が真に軽微な場合(外観上の問題であり、機能や安全性に影響を及ぼさないもの)の軽微な欠陥超過については、買い手は、欠陥に関する譲歩を文書で明記し、製造業者からの価格調整または代金相殺を受けることを条件として、当該ロットを受け入れることができます。これは軽微な欠陥にのみ適用されるものであり、口頭での合意ではなく、書面で記録する必要があります。.
重大な欠陥が許容範囲を超えた場合、標準的な処置として、当該ロットに対して100%選別が行われます。これは、すべての製品を検査し、欠陥のある製品を再加工または廃棄のために分別するものです。 100%選別後、選別されたロットは、元のAQLサンプリング計画に基づいて再検査され、選別された個体群が規格に適合しているか確認されます。100%選別の費用は、通常、製造業者が負担します。.
重大な欠陥が発見された場合、当該ロットは全量不適合とする。 エンドユーザーに安全上のリスクをもたらす重大な欠陥については、ロットの不適合判定以外の措置は適切ではありません。製造業者は、根本原因の分析を行い、是正措置を講じ、出荷前に新たな適合ロットを製造しなければなりません。再製造、追加検査、出荷遅延などにかかる費用は、製造業者が負担するものとします。.
OEM契約においてOQC要件を規定する方法
OQCの要件は、工場の裁量に委ねるのではなく、OEMの購入契約または品質保証契約において明示的に規定すべきである。規定すべき主要なパラメータには、検査基準(ISO 2859-1 または ANSI/ASQ Z1.4)、検査レベル(通常は一般レベル II)、 欠陥カテゴリごとのAQL値、検査範囲(どのパラメータを測定し、どの仕様に基づいて測定するか)、文書化要件(検査報告書の形式と内容)、および第三者検査の実施条件(すべての注文、初回注文、または所定の金額基準を超える注文)などである。.
OQC仕様書には、OQC検査が適合性を検証する基準を定義した製品仕様書(設計図面、承認済みサンプル、または製品仕様書など)を参照すべきである。明確な製品仕様の参照先がないOQCプロセスは、定義されていない基準に基づいて製品を評価することになり、意味のない結果をもたらすことになる。.
アレクサンダベでは、製造範囲内のすべての製品カテゴリーについて、文書化された出荷前検査(OQC)手順を整備しています。 当社の品質保証チームは、出荷承認前にすべての生産ロットに対してOQC検査を実施しており、検査報告書は標準的な書類としてバイヤーに提供されます。さらなる保証を必要とするブランドについては、バイヤーの要請に応じて、当社施設での第三者検査の実施をサポートいたします。当社の品質管理プロセスおよび文書化基準の詳細については、当社の OEM/ODMサービスページ そして、私たちの 製造能力に関する文書.
IQC、IPQC、OQC:品質管理の全プロセスを一目で把握
| ステージ | 適用時 | 検査対象 | 誰が実施するのか | 主な目的 |
|---|---|---|---|---|
| IQC(入荷検査) | 原材料および部品の受領時 | 鋼材、鋳物、ゴム、金物、サブアセンブリ | 工場の品質管理チーム | 不良材料が生産工程に混入するのを防ぐ |
| IPQC(工程内品質管理) | 生産工程中の所定のチェックポイントにおいて | 各工程における寸法、溶接、表面処理、組立 | 工場の品質管理チーム(専任のスタッフであり、生産現場の作業員ではない) | バッチ全体に欠陥が生じる前に、プロセスのドリフトを検出して是正する |
| OQC(発信) | 出荷前の完成品について | すべて:寸法、重量、外観、機能、表示、包装 | 工場の品質管理チーム。必要に応じて、第三者検査機関も活用する。 | 完成品が仕様を満たしていることを確認し、購入者向けに適合状況を文書化する |
よくある質問
OQCとは何の略で、製造分野においてどのような意味を持つのでしょうか?
OQCとは、Outgoing Quality Control(出荷前品質管理)の略称です。これは、OEM工場で完成品が購入者に発送される前に実施される、正式な検査プロセスを指します。 OQCでは、統計的に設計されたサンプリング計画を用いて、完成品が寸法、重量、外観、機能、表示、包装の各項目において、合意された仕様を満たしていることを確認します。これは、IQC(入荷検査)およびIPQC(工程内品質管理)の段階に続く、工場の品質管理システムにおける最終的な品質ゲートです。.
AQLとは何ですか?また、OQC検査とどのような関係があるのでしょうか?
AQLは「許容品質水準(Acceptable Quality Level)」の略称です。これは、抜き取り検査において、生産ロットで許容される欠陥率の上限値を指します。OQC(最終品質管理)では、AQL値を用いて、統計的抜き取り検査表(ISO 2859-1 または ANSI/ASQ Z1.4)に基づき、抽出数および合格基準を決定します。 フィットネス機器における一般的なAQL値は、重大欠陥でAQL 0.65、主要欠陥でAQL 1.0、軽微欠陥でAQL 2.5または4.0です。ロットの合格・不合格は、サンプルから発見された欠陥数が、指定されたAQLの合格基準値以内であるか、それを超えるかによって決定されます。.
フィットネス機器の購入者は、OEMメーカーに対してOQC検査報告書の提出を求めるべきでしょうか?
はい。OQC検査報告書は、すべての生産注文において標準的な書類として請求する必要があります。この報告書は、当該ロットが検査されたこと、検査結果、および出荷承認の決定根拠を証明する文書となります。 OQC報告書が添付されていない出荷品を受け取るバイヤーは、品質に関する証拠のない製品を受け入れることになり、品質に関する紛争が生じた際の対応選択肢が制限されるほか、文書化されていない欠陥のリスクにさらされることになります。OQC報告書の確認は、商品受領後ではなく、出荷承認の前に行うべきです。.
工場での出荷前品質検査(OQC)と、第三者機関による出荷前検査の違いは何ですか?
工場での出荷前品質検査(OQC)は、製造業者自身の品質担当者が、製造業者独自の検査基準および検査機器を用いて実施します。第三者による出荷前検査は、買い手が委託した、QIMA、ビューロー・ベリタス、SGS、インターテックなどの、当該工場と商業的な関係を持たない独立した検査機関によって実施されます。 第三者検査は、工場によるOQCの結果を独立した立場から検証するものです。新規サプライヤーとの取引や高額な注文の場合、第三者検査の実施を強く推奨します。工場によるOQCと第三者検査は相互に補完するものであり、互いに代替できるものではありません。第三者検査を手配する前に、工場は自社のOQCに合格している必要があります。.
フィットネス機器のロットでOQC検査に不合格となった場合、購入者はどうすべきでしょうか?
OQC不合格に対する適切な対応は、欠陥の種類によって異なります。軽微な欠陥の超過については、文書化された特例措置および価格調整を条件として、ロットの受入が認められる場合があります。重大な欠陥の超過については、製造業者の費用負担で当該ロットを100%方式により選別し、選別後の製品について再検査を行う必要があります。 重大な欠陥については、ロット全体の不適合判定が必要となります。安全に関連する不適合については、条件付きでの受入は一切認められません。製造業者は、代替ロットの生産に先立ち、根本原因分析を実施し、是正措置を講じなければなりません。すべての処分については、口頭での合意ではなく、書面で記録する必要があります。.
結論
OQCは単なる形式的な手続きや事務的なチェック項目ではありません。これは、工場での生産ロットと、購入者が支払った製品が合意された仕様を満たしているという確信との間にある、証拠を生み出すプロセスなのです。 適切に文書化され、厳格に実施されたOQCプロセスは、双方に利益をもたらします。買い手は、文書化された品質保証と、出荷承認の決定を行うための有意義な根拠を得ることができます。一方、製造業者は自社の能力を実証し、長期的な商取引関係を支える信頼を築くことができます。.
OEM調達プログラムを構築するフィットネスブランドにとって、OQC(出荷前検査)の要件は品質契約書に明示的に規定されなければなりません。工場がISO 9001認証を取得しているからといって、その要件が当然存在すると想定してはなりません。 ISO 9001は、顧客重視の品質管理を備えた品質マネジメントシステム(QMS)を要求していますが、AQLレベル、検査報告書の様式、あるいは検査対象パラメータの範囲については規定していません。これらの詳細は、商業的な品質契約の一環として、買い手と製造業者の間で合意する必要があります。.
アレクサンダブの品質管理システムには、すべての製品カテゴリーにわたる文書化された出荷前検査(OQC)手順が含まれており、各生産ロットごとに検査報告書が標準的な文書として提供されます。当社の OEM/ODMプログラム OQC要件、AQL仕様、および検査文書化基準に対応した品質合意書のテンプレートが含まれています。フィットネス機器のOEMパートナーを評価しているブランド様向けに、当社の 製造能力のページ 当社の品質管理体制について詳しくご紹介しています。品質管理プロセスに関するご質問や、お客様のプログラムにおける品質要件についてご相談がございましたら、, 弊社チームまでお問い合わせください. 品質に関するその他の情報は、当社の よくある質問(FAQ).







