Pour les marques et les distributeurs du secteur du fitness qui s'approvisionnent auprès de partenaires de fabrication OEM, comprendre ce qui se passe à la fin du processus de production — une fois la fabrication terminée, mais avant que les produits ne soient emballés et expédiés — constitue l'un des aspects les plus importants de la gestion de la qualité de la chaîne d'approvisionnement. Le contrôle qualité à la sortie, communément appelé OQC, est le processus formel d’inspection et de vérification appliqué aux produits finis avant leur départ de l’usine. Il s’agit de la dernière occasion d’identifier un produit non conforme avant qu’il ne parvienne au client.
Le contrôle qualité à la sortie (OQC) n’est pas une simple méthode d’inspection, mais un processus structuré qui couvre la vérification dimensionnelle, l’évaluation de l’aspect, les tests fonctionnels, la précision du poids, la conformité de l’étiquetage et l’intégrité de l’emballage — le tout mis en œuvre selon un plan d’échantillonnage statistiquement valable, adapté au seuil de tolérance aux défauts propre à la catégorie de produit concernée. Lorsqu’il est correctement mis en œuvre, le contrôle de qualité à la réception (OQC) fournit des preuves documentées attestant qu’un lot de production est conforme aux spécifications convenues. En son absence ou s’il est mal effectué, des problèmes de qualité qui auraient pu être détectés en usine sont alors découverts par l’acheteur, le client final ou, dans le pire des cas, à la suite d’un préjudice commercial ou d’une inspection réglementaire.
Ce guide explique ce qu'est le contrôle qualité en sortie (OQC), comment il s'intègre dans le système global de gestion de la qualité d'une usine d'équipements de fitness, quelles activités d'inspection spécifiques il couvre, et comment les acheteurs d'équipements de fitness doivent définir et vérifier les exigences relatives à l'OQC dans le cadre de leurs programmes d'approvisionnement auprès des fabricants d'équipements d'origine (OEM).
Le cadre de contrôle qualité en trois étapes : la place de l'OQC
Le contrôle qualité en sortie (OQC) constitue la troisième et dernière étape d'un système complet de contrôle qualité en usine. Pour bien comprendre l'OQC, il faut le replacer dans le contexte des deux étapes qui le précèdent.
IQC — Contrôle qualité à la réception est appliqué aux matières premières, aux composants et aux sous-ensembles dès leur arrivée à l'usine en provenance des fournisseurs. Dans la fabrication d'équipements de fitness, le contrôle qualité à la réception (IQC) porte sur les billettes d'acier, les pièces moulées en tôle, les ébauches en caoutchouc, les composants de quincaillerie (colliers, embouts, douilles) et les sous-ensembles achetés. L'inspection IQC permet de vérifier que les matériaux entrants sont conformes aux spécifications avant leur intégration dans le processus de production. Une usine qui accepte des matières premières non conformes parce que l'inspection IQC a été omise risque de fabriquer un lot de production entier comportant des composants défectueux — un problème qui ne sera peut-être détecté qu'au stade de l'inspection OQC ou sur le terrain.
IPQC — Contrôle qualité en cours de fabrication est mis en œuvre au cours de la fabrication, à des points de contrôle définis tout au long de la chaîne de production. Les contrôles IPQC sont effectués après les opérations de fabrication critiques — après le forgeage, l'usinage, le soudage, le traitement de surface et l'assemblage — afin de détecter toute dérive du processus ou non-conformité avant que les opérations en aval n'ajoutent davantage de valeur à une pièce défectueuse. Le contrôle qualité en cours de fabrication (IPQC) est l’étape qui empêche les défauts de s’accumuler tout au long de la chaîne de production. Une usine dépourvue d’IPQC produit des lots entiers avant de découvrir un problème ; une usine dotée d’un système IPQC détecte et corrige les problèmes alors que seule une fraction du lot a été affectée.
OQC — Contrôle qualité en sortie vérifie la conformité des produits finis aux spécifications convenues avant leur expédition. Le contrôle qualité en sortie (OQC) ne se substitue pas au contrôle qualité à l'entrée (IQC) ni au contrôle qualité en cours de fabrication (IPQC) : il s'agit de la vérification finale garantissant que le système qualité a fonctionné correctement tout au long du processus de production. Le contrôle qualité en sortie (OQC) détecte toute non-conformité qui aurait échappé au contrôle qualité à l’entrée (IQC) et au contrôle qualité en cours de fabrication (IPQC), et fournit une preuve documentée de la conformité du produit au moment de l’expédition. Il s’agit du dernier rempart de qualité entre l’usine et le quai de réception de l’acheteur.
Ce que couvre l'inspection OQC pour les équipements de fitness
Le champ d'application du contrôle qualité en sortie (OQC) pour les équipements de fitness est vaste et couvre des paramètres physiques, fonctionnels et documentaires. Un processus OQC efficace pour un lot de production d'équipements de fitness porte généralement sur les catégories suivantes.
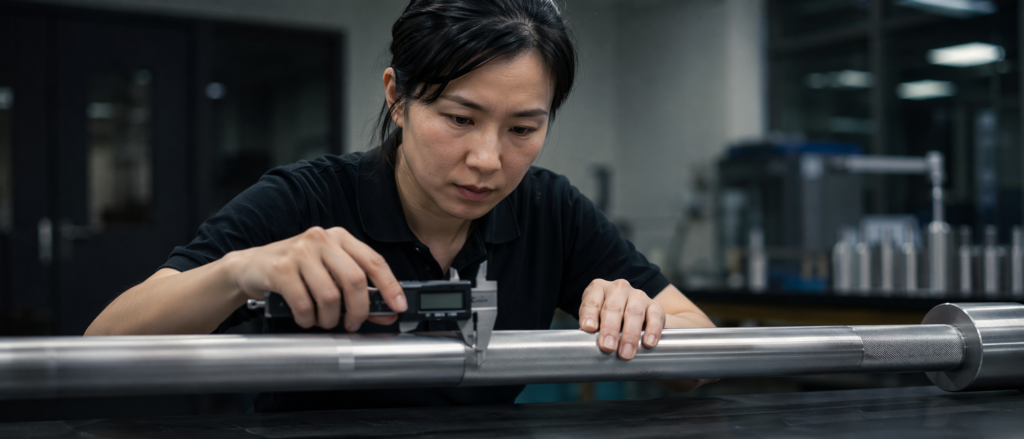
Contrôle dimensionnel
Les dimensions clés sont vérifiées par rapport au cahier des charges du produit à l’aide d’instruments de mesure étalonnés. Pour les barres d’haltérophilie, cela comprend le diamètre de la tige, la profondeur et le motif du moletage, le diamètre extérieur du manchon et la longueur totale. Pour les disques de musculation, cela comprend le diamètre extérieur, l’épaisseur, le diamètre intérieur et le poids (masse). Pour les haltères, il s'agit du diamètre de la poignée, des dimensions de la tête et de l'équilibre global. Une non-conformité dimensionnelle — un diamètre d'alésage de disque trop étroit ou un manchon de barre trop petit — entraîne une incompatibilité fonctionnelle et constitue un défaut majeur justifiant le rejet du lot.
Précision de la mesure du poids (masse)
La précision du poids est une spécification essentielle pour tous les produits de musculation libre. Les disques, haltères et kettlebells doivent respecter la tolérance spécifiée par rapport à leur poids indiqué. La norme commerciale standard autorise généralement un écart de ±3% par rapport au poids indiqué ; les disques de compétition étalonnés doivent respecter une tolérance de ±10 grammes ou ±0,1%, selon la norme de la fédération concernée. La vérification du poids lors du contrôle qualité sortant (OQC) est effectuée à l’aide de balances étalonnées, dont la traçabilité remonte aux étalons nationaux de mesure. Tout écart de poids dépassant la tolérance constitue un défaut majeur : un vendeur proposant une plaque “ 20 kg ” pesant en réalité 19,1 kg se trouve en situation d’étiquetage erroné, ce qui entraîne des conséquences tant sur le plan commercial que réglementaire.
Aspect et qualité de surface
L'inspection visuelle des surfaces des produits finis permet d'identifier les défauts d'aspect par rapport à une norme de classification des défauts définie. Pour les équipements de fitness, les catégories de défauts d’aspect comprennent généralement : les vides ou lacunes dans le revêtement (zones où le revêtement en poudre est absent), le cloquage ou l’écaillage du revêtement, la rouille ou la corrosion sur les surfaces non revêtues, la porosité de la pièce moulée visible en surface, les projections de soudure ou les marques de meulage non conformes aux spécifications, ainsi que les irrégularités du motif moleté. La classification de chaque type de défaut — comme critique (risque pour la sécurité), majeur (impact fonctionnel ou esthétique significatif) ou mineur (problème esthétique, à peine perceptible) — détermine la rigueur de l’échantillonnage et les critères d’acceptation qui lui sont appliqués.
Tests fonctionnels
Les essais fonctionnels permettent de vérifier que le produit remplit correctement la fonction pour laquelle il a été conçu. Pour les haltères longs, cela consiste notamment à vérifier que le manchon tourne sans à-coups dans la plage de couple spécifiée, que les systèmes de colliers s'enclenchent et se déverrouillent correctement, et que le moletage offre une texture de prise en main adéquate. Pour les haltères réglables, les mécanismes de sélection doivent s'enclencher sans à-coups à toutes les positions de poids. Pour les systèmes de rangement, les mécanismes à goupilles doivent s’enclencher et supporter la charge correctement, et les dispositifs de sécurité doivent fonctionner comme prévu. Les défaillances fonctionnelles sont classées en défauts majeurs ou critiques en fonction de leurs implications en matière de sécurité.
Conformité en matière d'étiquetage et de marquage
L'étiquetage des produits doit être conforme au cahier des charges d'achat et à la réglementation en vigueur sur le marché. La vérification OQC porte sur l'exactitude des indications de poids figurant sur les disques, les haltères et les kettlebells ; la présence des avertissements de sécurité obligatoires ; la conformité aux exigences d'étiquetage relatives au pays d'origine ; et l'exactitude des codes UPC/EAN, le cas échéant. Pour les produits vendus sous la marque de distributeur de l’acheteur, l’étiquetage de la marque doit être vérifié par rapport au visuel d’étiquette approuvé. Les étiquettes incorrectes ou manquantes sont généralement considérées comme des défauts majeurs, car elles affectent la conformité légale du produit pour sa vente sur le marché de destination.
Inspection des emballages
L'inspection de l'emballage permet de vérifier que le produit est conditionné dans un emballage homologué, que l'intégrité de l'emballage est suffisante pour protéger le produit pendant le transport, et que les marquages figurant sur le carton extérieur sont corrects et lisibles. Pour les équipements de fitness lourds (haltères, jeux d’haltères, composants de supports), la solidité structurelle de l’emballage est essentielle : un emballage mal conçu cède pendant le transport et entraîne des réclamations pour dommages que le fabricant d’équipement d’origine (OEM) et l’acheteur doivent régler. L’inspection de l’emballage en contrôle qualité sortant (OQC) doit inclure des essais de chute ou de compression sur des échantillons d’emballages si les dommages liés au transport ont déjà posé problème par le passé.
Échantillonnage AQL : les fondements statistiques du contrôle qualité à la sortie (OQC)
Le contrôle qualité en sortie (OQC) ne peut pas, dans la pratique, inspecter chaque unité d'un lot de production : un lot de 2 000 haltères ne peut pas être inspecté individuellement dans des délais et avec un budget raisonnables. L'OQC applique donc des plans d'échantillonnage conçus selon des principes statistiques afin d'inspecter un échantillon représentatif du lot et de tirer des conclusions sur la qualité de l'ensemble du lot à partir des résultats obtenus sur cet échantillon.
Le cadre standard pour l'échantillonnage par attributs dans l'OQC est le suivant : ISO 2859-1 (équivalent à ANSI/ASQ Z1.4), qui fournit des tableaux d'échantillonnage pour les contrôles dans lesquels les articles sont classés comme conformes ou non conformes. Le paramètre clé de ces tableaux est l'AQL (niveau de qualité acceptable), qui définit le taux maximal de défauts considéré comme acceptable dans la population faisant l'objet de l'échantillonnage.
Les valeurs AQL utilisées lors du contrôle des équipements de fitness suivent généralement une structure à plusieurs niveaux en fonction de la gravité des défauts : AQL 0,65 pour les défauts critiques (liés à la sécurité), AQL 1,0 pour les défauts majeurs (fonctionnels ou esthétiques importants) et AQL 2,5 ou 4,0 pour les défauts mineurs (esthétiques, à peine perceptibles). Ces valeurs signifient qu’à l’AQL spécifié, le plan d’échantillonnage acceptera un lot présentant ce taux de défauts environ 95% du temps — et le rejettera environ 5% du temps, même si le taux de défauts réel est égal à l’AQL. Le système est conçu pour protéger contre les lots dont les taux de défauts sont nettement supérieurs à l’AQL.
Pour un lot de production de 2 000 unités, un échantillonnage de niveau II selon la norme ISO 2859-1 nécessiterait l'inspection d'environ 125 unités (lettre de code de taille d'échantillon L). Les seuils d’acceptation et de rejet — c’est-à-dire le nombre maximal de défauts dans l’échantillon entraînant l’acceptation ou le rejet du lot — sont déterminés par le niveau d’AQL et sont indiqués dans le tableau d’échantillonnage. Un acheteur spécifiant un AQL de 1,0 pour les défauts majeurs sur cette taille de lot accepterait le lot si 3 défauts majeurs ou moins étaient détectés dans l’échantillon de 125 unités, et le rejetterait si 4 défauts majeurs ou plus étaient détectés.
La compréhension des principes mathématiques de l’AQL permet aux acheteurs d’évaluer leur exposition au risque lié à la qualité. La définition d’un AQL plus strict (valeur plus faible) augmente la probabilité de rejeter des lots de qualité limite, mais accroît également le risque de rejeter des lots conformes. La définition d’un AQL plus souple réduit la rigueur des contrôles et augmente le risque d’accepter des lots présentant des taux de défauts plus élevés. Le choix d’un AQL approprié relève d’une décision de gestion des risques qui doit être prise de manière réfléchie, et non pas se limiter à adopter par défaut la norme appliquée par l’usine.
Documentation OQC : ce que les acheteurs doivent demander
Le résultat d'un processus de contrôle qualité à la sortie (OQC) doit être un rapport d'inspection officiel fournissant des preuves documentées des activités d'inspection réalisées, de la taille de l'échantillon, des défauts constatés et de la décision prise quant à la destination des produits (acceptation ou rejet). Les acheteurs qui reçoivent des livraisons sans rapport d’inspection OQC de la part du fabricant acceptent des produits sans preuve documentée de leur qualité — une situation qui les expose à un risque de qualité non documenté et limite leurs options en cas de litige lié à la qualité.
Un rapport d'inspection OQC complet doit inclure : le numéro de bon de commande ou d'ordre de fabrication ; la quantité produite et la taille de l'échantillon inspecté ; la date de l'inspection et les noms des inspecteurs ; les critères AQL appliqués pour chaque catégorie de défauts ; les résultats de l'inspection par catégorie (nombre d'unités inspectées, nombre de défauts détectés par type) ; les données de mesure relatives aux paramètres dimensionnels et de poids critiques (pas seulement « conforme » ou « non conforme », mais les valeurs réelles mesurées) ; des photographies de tous les défauts constatés ; et la décision finale concernant le lot : accepté, rejeté ou accepté sous condition avec des exigences de retouche spécifiées.
Les acheteurs doivent examiner les rapports de contrôle qualité à l'expédition (OQC) avant d'autoriser la mise en libre pratique, et non après réception des marchandises. Examiner le rapport au moment de la réception des marchandises va à l'encontre de l'objectif même de l'OQC : l'intérêt de ce rapport réside en effet dans le fait qu'il fournit à l'acheteur une base d'information solide pour prendre sa décision avant l'expédition des marchandises et avant qu'il n'assume le risque financier lié aux frais de transport.
Inspection par un organisme tiers vs contrôle qualité en sortie d'usine (OQC)
Le contrôle qualité en usine (OQC) et l'inspection pré-expédition par un organisme tiers remplissent des fonctions connexes mais distinctes. Le contrôle qualité en usine (OQC) est effectué par le personnel chargé de la qualité du fabricant lui-même, à l'aide des critères et des instruments d'inspection propres à ce dernier. L'inspection par un organisme tiers est réalisée par un organisme d'inspection indépendant — tel que QIMA, Bureau Veritas, SGS ou Intertek — mandaté par l'acheteur pour effectuer une inspection en usine pour le compte de ce dernier.
Le contrôle qualité en usine (OQC) est effectué avant l'inspection par un organisme tiers et constitue une condition préalable à celle-ci : l'usine doit réussir son propre contrôle OQC avant de pouvoir demander la prise de rendez-vous pour une inspection par un organisme tiers. Une usine qui sollicite une inspection par un organisme tiers pour un produit n'ayant pas réussi son propre contrôle OQC est un partenaire peu fiable. L'inspection par un organisme tiers apporte une vérification indépendante des résultats du contrôle qualité en usine (OQC) — une évaluation impartiale réalisée par un organisme n'ayant aucun intérêt commercial dans le résultat. Selon Le cadre d'inspection avant expédition de QIMA, l'inspection standard avant expédition est généralement effectuée lorsque 80% au moins du lot de production sont terminés et que 100% des marchandises sont emballés, ce qui permet d'inspecter un échantillon représentatif de l'ensemble de la production.
Dans le cadre de nouvelles relations avec des fournisseurs, il est vivement recommandé de faire réaliser une inspection pré-expédition par un organisme tiers pour les premières commandes de production, quelles que soient les déclarations du fournisseur concernant son contrôle qualité en usine (OQC). Le coût — généralement compris entre 300 et 600 USD par jour d’inspection — est négligeable par rapport au coût lié à la réception d’une livraison non conforme d’équipements de fitness. Pour les relations avec des fournisseurs établis ayant fait leurs preuves en matière de contrôle qualité en usine (OQC), les acheteurs peuvent réduire la fréquence des inspections par un organisme tiers, mais doivent maintenir des audits périodiques plutôt que de supprimer complètement toute vérification indépendante.

Évaluation des capacités d'un fournisseur en matière de contrôle qualité à la réception (OQC) lors de la sélection des fournisseurs
L'évaluation des capacités d'assurance qualité en usine (OQC) d'un partenaire OEM potentiel devrait faire partie intégrante du processus de qualification des fournisseurs. Poser les bonnes questions lors de l'évaluation de l'usine ou de l'audit du fournisseur permet de déterminer si le système qualité de l'usine est authentique ou s'il s'agit d'une simple façade — une distinction qui n'apparaît cruellement qu'après un échec commercial lié à la qualité.
La première question à se poser est de savoir si le contrôle qualité en sortie de ligne (OQC) est effectué par du personnel dédié au contrôle qualité ou par des ouvriers de production. Une usine où la même équipe qui assemble le produit est également chargée de l’inspecter présente un conflit d’intérêts inhérent : les équipes de production sont incitées à maintenir les cadences de production, et non à identifier les défauts qui entraînent des retouches ou des retards. Pour être crédible, le contrôle qualité en sortie de ligne (OQC) nécessite un service de contrôle qualité dédié, indépendant de l'atelier de production, dont le personnel rend compte à la direction de la qualité plutôt qu'à la direction de la production.
La deuxième question est de savoir si l’échantillonnage OQC suit un plan documenté, calibré selon une norme statistique reconnue telle que l’ISO 2859-1. Une réponse du type “ nous contrôlons tous les produits avant expédition ” suggère une inspection de type 100%, qui mobilise d’importantes ressources et est source d’erreurs liées à la fatigue lorsque les volumes sont élevés. Une réponse du type “ nous procédons à des contrôles par échantillonnage ” sans référence à des niveaux d’AQL ni à des tailles d’échantillon spécifiques suggère un processus informel plutôt qu’un processus contrôlé statistiquement. L’usine devrait être en mesure d’indiquer les niveaux d’AQL qu’elle applique, la méthode de détermination de la taille des échantillons et l’étendue de l’inspection — en se référant à des documents spécifiques.
La troisième question consiste à demander des exemples de rapports d’inspection OQC issus de commandes de production récentes. Une usine qui conserve une documentation OQC authentique peut les fournir immédiatement. Les rapports doivent présenter des données de mesure réelles — et pas seulement des coches « conforme/non conforme » — pour les paramètres dimensionnels et de poids critiques, et doivent indiquer les défauts détectés lors de l’inspection (même si le lot a été accepté). Une usine qui produit des rapports OQC indiquant zéro défaut sur chaque lot établit une documentation destinée à faire bonne impression, et non à servir de preuve. Une véritable inspection permet de détecter de véritables défauts — la question est de savoir si le taux de défauts se situe dans les limites du niveau d’AQL accepté.
Quatrièmement, vérifiez que les instruments du contrôle qualité en sortie (OQC) sont étalonnés. Les mesures dimensionnelles n’ont de sens que si les instruments utilisés pour les réaliser sont étalonnés par rapport à des étalons traçables. Lors des visites d'usine, les certificats d'étalonnage des micromètres, des pieds à coulisse, des alésomètres et des règles doivent être disponibles au sein du service de contrôle qualité. Des certificats d'étalonnage périmés indiquent que le système qualité fonctionne en dehors de ses paramètres validés.
Que signifie un échec de l'OQC et que faire dans ce cas ?
Lorsque le contrôle qualité à la sortie d'usine (OQC) aboutit au rejet d'un lot — que ce soit par le service OQC de l'usine ou par un organisme tiers —, l'acheteur dispose de plusieurs options, en fonction de la nature et de la gravité des non-conformités constatées.
En cas de dépassement mineur des tolérances, lorsque le défaut est véritablement mineur (esthétique, sans incidence sur le fonctionnement ni sur la sécurité), l'acheteur peut accepter le lot moyennant une dérogation documentée concernant le défaut et un ajustement de prix ou un avoir de la part du fabricant. Cette procédure ne s'applique qu'aux défauts mineurs et doit être consignée par écrit ; elle ne doit pas faire l'objet d'un accord verbal.
En cas de dépassement important du taux de défauts, la procédure standard consiste à trier le lot selon la méthode 100% : chaque unité est inspectée et les unités défectueuses sont mises de côté en vue d’une remise en état ou d’une destruction. Après le tri 100%, le lot trié est réinspecté selon le plan d'échantillonnage AQL d'origine afin de vérifier que la population triée est conforme. Le coût du tri 100% est généralement pris en charge par le fabricant.
En cas de détection de défauts critiques, le lot doit être rejeté dans son intégralité. Aucune autre mesure que le rejet du lot n’est appropriée en cas de défauts critiques, c’est-à-dire ceux qui présentent un risque pour la sécurité des utilisateurs finaux. Le fabricant doit mener une analyse des causes profondes, mettre en œuvre des mesures correctives et produire un nouveau lot conforme avant l’expédition. Les coûts associés — refabrication, inspections supplémentaires, retards d’expédition — sont à la charge du fabricant.
Comment définir les exigences en matière de contrôle qualité à la sortie d'usine (OQC) dans les contrats OEM
Les exigences en matière de contrôle qualité à la sortie d’usine (OQC) doivent être explicitement précisées dans les contrats d’achat des équipementiers (OEM) ou dans les accords d’assurance qualité, plutôt que d’être laissées à la discrétion de l’usine. Les paramètres clés à préciser comprennent : la norme d’inspection (ISO 2859-1 ou ANSI/ASQ Z1.4), le niveau d’inspection (le niveau général II est la norme), les valeurs AQL par catégorie de défaut, le périmètre de l’inspection (quels paramètres sont mesurés et selon quelles spécifications), les exigences en matière de documentation (format et contenu du rapport d’inspection), ainsi que le seuil déclenchant une inspection par un tiers (toutes les commandes, les premières commandes ou les commandes dépassant un seuil de valeur défini).
La spécification du contrôle qualité en sortie (OQC) doit faire référence aux documents de spécification du produit — plans techniques, échantillons validés ou fiches techniques — qui définissent les critères de conformité sur lesquels porte le contrôle OQC. Un processus OQC dépourvu de références claires aux spécifications du produit revient à évaluer le produit selon des critères non définis, ce qui conduit à des résultats dénués de sens.
Alexandave applique des protocoles de contrôle qualité en sortie (OQC) documentés pour toutes les catégories de produits de notre gamme de fabrication. Notre équipe d'assurance qualité procède à un contrôle qualité en sortie (OQC) sur chaque lot de production avant l'autorisation d'expédition, et les rapports d'inspection sont mis à la disposition des acheteurs en tant que documentation standard. Pour les marques nécessitant une garantie supplémentaire, nous organisons, à la demande de l'acheteur, des inspections par un organisme tiers dans nos locaux. Les détails de nos processus de contrôle qualité et de nos normes de documentation sont disponibles via notre Page des services OEM/ODM et notre documentation relative aux capacités de production.
IQC, IPQC et OQC : aperçu de l'ensemble de la chaîne de qualité
| Scène | Quand l'appliquer | Quels sont les éléments contrôlés ? | Qui le dirige ? | Objectif principal |
|---|---|---|---|---|
| IQC (réception) | À la réception des matières premières et des composants | Acier, pièces moulées, caoutchouc, quincaillerie, sous-ensembles | Équipe de contrôle qualité de l'usine | Empêcher que des matériaux défectueux n'entrent dans la chaîne de production |
| CQPI (contrôle qualité en cours de fabrication) | Au cours de la production, à des étapes de contrôle définies | Dimensions, soudures, traitement de surface, assemblage à chaque étape du processus | Équipe de contrôle qualité de l'usine (spécialisée, distincte des ouvriers de production) | Détecter et corriger les écarts de processus avant qu'ils n'entraînent la production d'un lot entier de pièces défectueuses |
| OQC (Sortant) | Sur les produits finis avant expédition | Tout : dimensions, poids, aspect, fonctionnalité, étiquetage, emballage | Équipe de contrôle qualité de l'usine ; éventuellement, un inspecteur tiers | Vérifier que le produit fini est conforme aux spécifications ; consigner cette conformité à l'intention de l'acheteur |
Foire aux questions
Que signifie l'acronyme OQC et quelle est sa signification dans le domaine de la fabrication ?
OQC signifie « Outgoing Quality Control » (contrôle qualité à la sortie). Il s'agit du processus d'inspection formel appliqué aux produits finis dans une usine d'un équipementier avant leur expédition vers l'acheteur. L'OQC vérifie que le produit fini respecte les spécifications convenues en matière de dimensions, de poids, d'aspect, de fonctionnalité, d'étiquetage et d'emballage, à l'aide d'un plan d'échantillonnage conçu selon des principes statistiques. Il s'agit de la dernière étape de contrôle qualité du système de gestion de la qualité de l'usine, qui fait suite aux étapes IQC (contrôle qualité à la réception) et IPQC (contrôle qualité en cours de fabrication).
Qu'est-ce que l'AQL et quel est son lien avec le contrôle qualité en sortie (OQC) ?
AQL signifie « niveau de qualité acceptable ». Il s'agit du taux maximal de défauts considéré comme acceptable dans un lot de production dans le cadre d'un contrôle par échantillonnage. Dans le cadre du contrôle qualité en sortie (OQC), les valeurs AQL sont utilisées pour déterminer la taille de l'échantillon et les critères d'acceptation à partir de tableaux d'échantillonnage statistique (ISO 2859-1 ou ANSI/ASQ Z1.4). Les valeurs d'AQL couramment utilisées pour les équipements de fitness sont : AQL 0,65 pour les défauts critiques, AQL 1,0 pour les défauts majeurs et AQL 2,5 ou 4,0 pour les défauts mineurs. Un lot est accepté ou rejeté selon que le nombre de défauts détectés dans l'échantillon est inférieur ou supérieur au nombre d'acceptation correspondant à l'AQL spécifié.
Les acheteurs d'équipements de fitness devraient-ils demander à leur fabricant OEM de leur fournir des rapports d'inspection OQC ?
Oui — les rapports d’inspection OQC doivent être demandés en tant que documentation standard pour chaque ordre de fabrication. Le rapport fournit la preuve documentée que le lot a été inspecté, ce qui a été constaté et les motifs justifiant la décision d’autorisation d’expédition. Les acheteurs qui reçoivent des livraisons sans rapport OQC acceptent des produits sans preuve de leur qualité, ce qui limite leurs recours en cas de litige lié à la qualité et les expose à un risque de défauts non documentés. L'examen du rapport OQC doit avoir lieu avant l'autorisation d'expédition, et non après la réception des marchandises.
Quelle est la différence entre le contrôle qualité en usine (OQC) et l'inspection avant expédition effectuée par un organisme tiers ?
Le contrôle qualité en usine (OQC) est effectué par le personnel chargé de la qualité du fabricant lui-même, à l’aide des critères et des instruments d’inspection propres à ce dernier. L’inspection pré-expédition par un tiers est réalisée par un organisme d’inspection indépendant mandaté par l’acheteur — tel que QIMA, Bureau Veritas, SGS ou Intertek — qui n’entretient aucune relation commerciale avec l’usine. L’inspection par un organisme tiers permet de vérifier de manière indépendante les résultats du contrôle qualité en usine (OQC). Pour les nouvelles relations avec des fournisseurs ou les commandes de grande valeur, l’inspection par un organisme tiers est vivement recommandée. Le contrôle qualité en usine (OQC) et l’inspection par un organisme tiers sont complémentaires, et non interchangeables : l’usine doit réussir son propre contrôle qualité en usine (OQC) avant qu’une inspection par un organisme tiers ne soit organisée.
Que doivent faire les acheteurs si un lot d'équipements de fitness échoue au contrôle qualité à la sortie d'usine (OQC) ?
La réponse appropriée en cas d’échec du contrôle qualité à la sortie d’usine (OQC) dépend du type de défaut. Les dépassements liés à des défauts mineurs peuvent permettre l’acceptation du lot, moyennant une dérogation documentée et un ajustement de prix. Les dépassements liés à des défauts majeurs nécessitent un tri du lot selon la méthode 100% aux frais du fabricant, suivi d’une nouvelle inspection de la population triée. Les défauts critiques entraînent le rejet total du lot — aucune acceptation conditionnelle n’est envisageable en cas de non-conformités liées à la sécurité. Le fabricant doit mener une analyse des causes profondes et mettre en œuvre des mesures correctives avant de produire un lot de remplacement. Toutes les décisions doivent être consignées par écrit et ne peuvent faire l’objet d’un accord verbal.
Conclusion
Le contrôle qualité à la sortie (OQC) n’est ni une simple formalité ni une case administrative à cocher : il s’agit du processus permettant de générer des preuves, qui fait le lien entre un lot de production en usine et la certitude de l’acheteur que le produit pour lequel il a payé répond aux spécifications convenues. Un processus de contrôle qualité en sortie (OQC) bien documenté et mené avec rigueur profite aux deux parties : l’acheteur bénéficie d’une assurance qualité documentée et d’une base solide pour prendre la décision d’autorisation d’expédition ; le fabricant démontre ses capacités et instaure la confiance qui sous-tend les relations commerciales à long terme.
Pour les marques de fitness qui mettent en place des programmes d’approvisionnement en sous-traitance (OEM), les exigences en matière de contrôle qualité à la sortie d’usine (OQC) doivent être explicitement précisées dans les accords de qualité — il ne faut pas partir du principe qu’elles sont automatiquement respectées sous prétexte que l’usine est certifiée ISO 9001. La norme ISO 9001 exige un système de gestion de la qualité (SGQ) comprenant des contrôles qualité axés sur le client, mais ne précise pas les niveaux d’AQL, les formats des rapports d’inspection ni l’étendue des paramètres contrôlés. Ces détails doivent faire l’objet d’un accord entre l’acheteur et le fabricant dans le cadre du contrat commercial de qualité.
Le système de gestion de la qualité d'Alexandave comprend des protocoles de contrôle qualité en sortie (OQC) documentés pour toutes les catégories de produits, et des rapports d'inspection sont fournis en standard pour chaque lot de production. Notre Programme OEM/ODM comprend des modèles d'accords qualité répondant aux exigences en matière de contrôle qualité à la sortie (OQC), aux spécifications AQL et aux normes relatives à la documentation d'inspection. Pour les marques qui évaluent des partenaires fabricants d'équipements de fitness, notre Page « Capacités de production » fournit des informations détaillées sur notre infrastructure de contrôle qualité. Pour toute question concernant nos processus de contrôle qualité ou pour discuter des exigences de qualité relatives à votre programme, contactez notre équipe. Vous trouverez des informations complémentaires sur la qualité dans notre Rubrique FAQ.







