Pentru brandurile și distribuitorii din domeniul fitnessului care se aprovizionează cu produse prin intermediul partenerilor de producție OEM, înțelegerea a ceea ce se întâmplă la finalul procesului de producție — după finalizarea fabricării, dar înainte ca produsele să fie ambalate și expediate — reprezintă unul dintre cele mai importante aspecte ale managementului calității în lanțul de aprovizionare. Controlul calității la ieșire, cunoscut universal sub denumirea de OQC, reprezintă procesul formal de inspecție și verificare aplicat produselor finite înainte ca acestea să părăsească fabrica. Este ultima ocazie de a identifica produsele neconforme înainte ca acestea să ajungă la client.
OQC nu este o simplă metodă de inspecție, ci un proces structurat care acoperă verificarea dimensiunilor, evaluarea aspectului, testarea funcțională, precizia greutății, conformitatea etichetării și integritatea ambalajului — toate acestea fiind aplicate printr-un plan de eșantionare valid din punct de vedere statistic, calibrat în funcție de toleranța la riscul de defecte specifică categoriei de produse. Atunci când OQC este efectuat corespunzător, acesta oferă dovezi documentate că un lot de producție respectă specificațiile convenite. Atunci când acesta lipsește sau este efectuat în mod inadecvat, problemele de calitate care ar fi putut fi depistate în fabrică sunt descoperite de cumpărător, de clientul final sau — în cel mai rău caz — după o prejudiciere comercială sau o inspecție de reglementare.
Acest ghid explică ce este OQC, cum se încadrează acesta în sistemul mai amplu de management al calității dintr-o fabrică de echipamente de fitness, ce activități specifice de inspecție acoperă și cum ar trebui cumpărătorii de echipamente de fitness să specifice și să verifice cerințele OQC în cadrul programelor lor de aprovizionare de la producătorii OEM.
Cadrul de control al calității în trei etape: rolul controlului calității la ieșire (OQC)
OQC reprezintă a treia și ultima etapă a unui sistem cuprinzător de control al calității în fabrică. Pentru a înțelege corect OQC, acesta trebuie privit în contextul celor două etape care îl preced.
IQC — Controlul calității la recepție se aplică materiilor prime, componentelor și subansamblurilor pe măsură ce acestea sosesc la fabrică de la furnizori. În producția de echipamente de fitness, controlul calității la recepție (IQC) vizează țagii de oțel, piesele turnate din tablă, semifabricatele din cauciuc, componentele de fixare (coliere, capace de capăt, bucșe telescopice) și subansamblurile achiziționate. Inspecția IQC verifică dacă materialul primit respectă specificațiile înainte de a intra în procesul de producție. O fabrică care acceptă materii prime neconforme cu specificațiile deoarece IQC a fost omisă riscă să producă un întreg lot cu componente defecte — o problemă care poate deveni vizibilă abia la OQC sau în teren.
IPQC — Controlul calității în timpul procesului se aplică în timpul procesului de fabricație, la puncte de control definite în cadrul secvenței de producție. Verificările IPQC au loc după operațiunile critice de fabricație — după forjare, după prelucrare, după sudare, după tratarea suprafeței, după asamblare — pentru a detecta abaterile de la proces sau neconformitățile înainte ca operațiunile ulterioare să adauge și mai multă valoare unei piese defecte. IPQC este etapa care împiedică acumularea defectelor pe parcursul secvenței de producție. O fabrică fără IPQC produce loturi întregi înainte de a descoperi o problemă; o fabrică cu IPQC identifică și corectează problemele în timp ce doar o fracțiune din lot a fost afectată.
OQC — Controlul calității produselor expediate verifică produsele finite în raport cu specificațiile de produs convenite înainte de expediere. OQC nu înlocuiește IQC și IPQC — reprezintă verificarea finală a faptului că sistemul de calitate a funcționat corect pe tot parcursul procesului de producție. OQC identifică orice neconformități care au scăpat detectării de către IQC și IPQC și oferă dovezi documentate privind starea de conformitate a produsului în momentul expedierii. Este bariera de calitate care se află între hala de producție și zona de recepție a cumpărătorului.
Ce cuprinde inspecția OQC în cazul echipamentelor de fitness
Domeniul de aplicare al inspecției OQC pentru echipamentele de fitness este amplu, acoperind parametri fizici, funcționali și documentați. Un proces OQC adecvat pentru un lot de producție de echipamente de fitness va viza, de regulă, următoarele categorii.
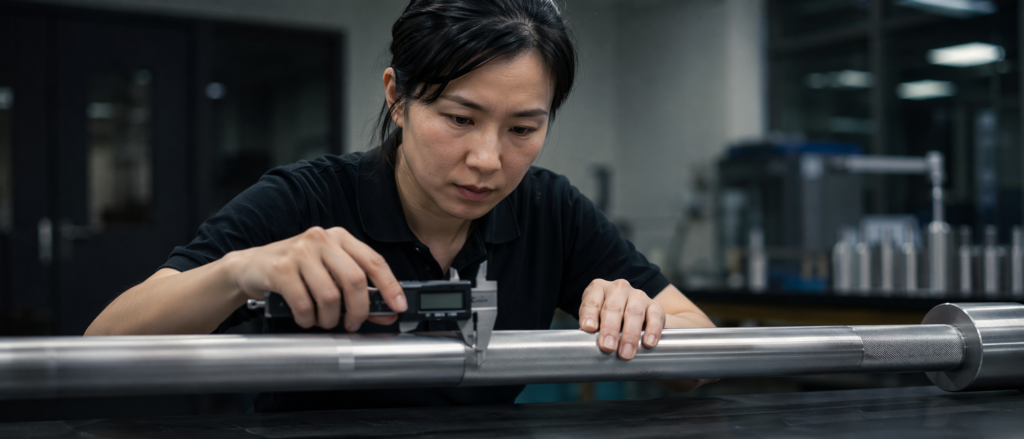
Inspecția dimensională
Dimensiunile cheie sunt verificate în raport cu specificațiile produsului, folosind instrumente de măsurare calibrate. În cazul barelor de haltere, acestea includ diametrul tijei, adâncimea și modelul striurilor, diametrul exterior al manșonului și lungimea totală. În cazul discurilor de greutate, acestea includ diametrul exterior, grosimea, diametrul orificiului central și greutatea (masa). În cazul halterelor cu mâner, se verifică diametrul mânerului, dimensiunile capului și echilibrul general. Neconformitatea dimensională — un diametru al orificiului discului de greutate prea strâmt sau un manșon al barei de halter cu dimensiuni insuficiente — generează incompatibilitate funcțională și este clasificată ca un defect major care necesită respingerea lotului.
Precizia măsurării greutății (masei)
Precizia greutății este o specificație esențială pentru toate produsele din categoria greutăților libere. Discurile, ganterele și kettlebell-urile trebuie să se încadreze în toleranța specificată față de greutatea marcată. Standardul comercial permite, de obicei, o abatere de ±3% față de greutatea marcată; discurile calibrate pentru competiții trebuie să respecte o abatere de ±10 grame sau ±0,1%, în funcție de standardul federării aplicabile. Verificarea greutății în cadrul controlului de calitate la ieșire (OQC) se realizează cu ajutorul unor cântare calibrate, trasabile la standardele naționale de măsurare. Abaterea de greutate peste limita de toleranță reprezintă un defect major — un cumpărător care vinde o placă de “20 kg” care cântărește de fapt 19,1 kg se confruntă cu o problemă de etichetare greșită a produsului, cu implicații atât comerciale, cât și de natură reglementară.
Aspectul și calitatea suprafeței
Inspecția vizuală a suprafețelor produsului finit identifică defectele de aspect în conformitate cu un standard definit de clasificare a defectelor. În cazul echipamentelor de fitness, categoriile de defecte de aspect includ, de obicei: goluri sau lipsuri în stratul de acoperire (zone în care lipsește stratul de vopsea pulbere), formarea de bule sau exfolierea stratului de acoperire, rugină sau coroziune la suprafața neacoperită, porozitate a piesei turnate vizibilă la suprafață, stropi de sudură sau urme de șlefuire care nu sunt acceptabile conform specificațiilor și nereguli ale modelului de striuri. Clasificarea fiecărui tip de defect — ca fiind critic (risc de siguranță), major (impact funcțional sau estetic semnificativ) sau minor (cosmetic, abia perceptibil) — definește rigurozitatea eșantionării și criteriile de acceptare aplicate acestuia.
Testarea funcțională
Testarea funcțională verifică dacă produsul își îndeplinește corect funcția prevăzută. În cazul barelor de haltere, aceasta include verificarea faptului că manșonul se rotește lin în intervalul de cuplu specificat, că sistemele de coliere se blochează și se deblochează corect și că striurile asigură o textură adecvată pentru aderență. În cazul halterelor reglabile, mecanismele de selectare trebuie să se blocheze fără probleme în toate pozițiile de greutate. În cazul sistemelor de suport, mecanismele cu știfturi trebuie să se cupleze și să suporte sarcina corect, iar dispozitivele de siguranță trebuie să funcționeze conform proiectării. Defecțiunile funcționale sunt clasificate ca defecte majore sau critice, în funcție de implicațiile asupra siguranței.
Conformitatea cu normele privind etichetarea și marcarea
Etichetarea produselor trebuie să respecte specificațiile de achiziție și reglementările aplicabile de pe piață. Verificarea OQC vizează acuratețea marcajelor de greutate de pe discuri, gantere și kettlebells; prezența avertismentelor de siguranță obligatorii; respectarea cerințelor de etichetare privind țara de origine; precum și acuratețea codurilor UPC/EAN, dacă este cazul. Pentru produsele vândute sub marca proprie a cumpărătorului, etichetarea corectă a mărcii trebuie verificată în raport cu macheta aprobată a etichetei. Etichetele incorecte sau lipsă sunt de obicei clasificate ca defecte majore, deoarece afectează conformitatea legală a produsului pentru vânzarea pe piața de destinație.
Inspecția ambalajelor
Inspecția ambalajului confirmă faptul că produsul este ambalat în ambalajul aprobat, că integritatea ambalajului este adecvată pentru a proteja produsul în timpul transportului și că marcajele de pe cutia exterioară sunt corecte și lizibile. În cazul echipamentelor grele de fitness — haltere, seturi de greutăți, componente pentru suporturi — adecvarea structurală a ambalajului este importantă: ambalajele proiectate necorespunzător se deteriorează în timpul transportului și generează reclamații privind daunele pe care producătorul de echipamente originale (OEM) și cumpărătorul trebuie să le rezolve. Inspecția ambalajelor din cadrul controlului calității la ieșire (OQC) ar trebui să includă teste de cădere sau de compresie asupra unor unități de ambalaj eșantionate, dacă daunele survenite în timpul transportului au reprezentat o problemă recurentă.
Eșantionarea AQL: Bazele statistice ale controlului calității operaționale (OQC)
OQC nu poate inspecta, în practică, fiecare unitate dintr-un lot de producție — un lot de 2.000 de haltere nu poate fi inspectat individual într-un interval de timp și cu un buget rezonabile. În schimb, OQC aplică planuri de eșantionare elaborate statistic pentru a inspecta un eșantion reprezentativ din lot și pentru a trage concluzii cu privire la calitatea întregului lot pe baza rezultatelor obținute din eșantion.
Cadrul standard pentru eșantionarea pe atribute în OQC este ISO 2859-1 (echivalent cu ANSI/ASQ Z1.4), care oferă tabele de eșantionare pentru inspecțiile în care articolele sunt clasificate ca fiind conforme sau neconforme. Parametrul cheie din aceste tabele este AQL — Nivelul de calitate acceptabil — care definește rata maximă de defecte considerată acceptabilă în populația supusă eșantionării.
Valorile AQL utilizate în inspecția echipamentelor de fitness urmează, de obicei, o structură pe niveluri, în funcție de gravitatea defectelor: AQL 0,65 pentru defectele critice (legate de siguranță), AQL 1,0 pentru defectele majore (funcționale sau cu impact estetic semnificativ) și AQL 2,5 sau 4,0 pentru defectele minore (cosmetice, abia perceptibile). Aceste valori înseamnă că, la valoarea AQL specificată, planul de eșantionare va accepta un lot cu rata respectivă de defecte în aproximativ 95% din cazuri — și îl va respinge în aproximativ 5% din cazuri, chiar dacă rata reală a defectelor este egală cu AQL. Sistemul este conceput pentru a oferi protecție împotriva loturilor cu rate de defecte semnificativ mai mari decât AQL.
Pentru un lot de producție de 2.000 de unități, eșantionarea în cadrul inspecției generale de nivel II, conform standardului ISO 2859-1, ar necesita inspectarea a aproximativ 125 de unități (litera L pentru mărimea eșantionului). Numerele de acceptare și respingere — numărul maxim de defecte din eșantion care determină acceptarea sau respingerea lotului — sunt stabilite de nivelul AQL și se consultă în tabelul de eșantionare. Un cumpărător care specifică un AQL de 1,0 pentru defectele majore la această dimensiune a lotului ar accepta lotul dacă se găsesc 3 sau mai puține defecte majore în eșantionul de 125 de unități și l-ar respinge dacă se găsesc 4 sau mai multe defecte majore.
Înțelegerea principiilor matematice ale AQL le permite cumpărătorilor să-și evalueze expunerea la riscul legat de calitate. Stabilirea unui AQL mai strict (o valoare mai mică) crește probabilitatea de a respinge loturile cu calitate la limită, dar sporește și probabilitatea de a respinge loturile conforme. Stabilirea unui AQL mai permisiv reduce rigurozitatea inspecției și crește riscul de a accepta loturi cu rate de defecte mai ridicate. Specificarea corectă a AQL este o decizie de gestionare a riscurilor care trebuie luată în mod deliberat, fără a se accepta în mod implicit ceea ce fabrica aplică ca standard.
Documentația OQC: Ce ar trebui să solicite cumpărătorii
Rezultatul unui proces OQC ar trebui să fie un raport formal de inspecție care să ofere dovezi documentate privind activitățile de inspecție efectuate, mărimea eșantionului, defectele constatate și decizia privind destinația produsului (acceptare sau respingere). Cumpărătorii care primesc livrări fără un raport de inspecție OQC din partea producătorului acceptă produsul fără dovezi documentate privind calitatea — o situație care îi expune la un risc nedocumentat legat de calitate și le limitează opțiunile în cazul unui litigiu privind calitatea.
Un raport complet de inspecție OQC trebuie să includă: numărul comenzii de achiziție sau al comenzii de producție; cantitatea produsă și mărimea eșantionului de inspecție; data inspecției și numele inspectorilor; criteriile AQL aplicate pentru fiecare categorie de defecte; rezultatele inspecției pe categorii (numărul de unități inspectate, numărul de defecte constatate pe tipuri); datele de măsurare pentru parametrii dimensionali și de greutate critici (nu doar „conform/neconform”, ci valorile reale măsurate); fotografii ale defectelor constatate; și decizia finală privind lotul — acceptat, respins sau acceptat condiționat, cu cerințe specificate de refacere.
Cumpărătorii ar trebui să analizeze rapoartele OQC înainte de a autoriza eliberarea mărfii, nu după primirea acesteia. Analizarea raportului la primirea mărfii contrazice scopul OQC — valoarea raportului constă în faptul că oferă cumpărătorului o bază informată pentru luarea deciziei de eliberare înainte ca marfa să fie expediată și înainte ca cumpărătorul să-și asume riscul financiar legat de costurile de transport.
Inspecția efectuată de terți vs. controlul calității la ieșirea din fabrică (OQC)
Controlul calității efectuat în fabrică (OQC) și inspecția înainte de expediere realizată de o terță parte îndeplinesc funcții conexe, dar distincte. Controlul calității la fabrică (OQC) este efectuat de personalul de calitate al producătorului, utilizând criteriile și instrumentele de inspecție proprii ale acestuia. Inspecția efectuată de terți este realizată de o organizație independentă de inspecție — companii precum QIMA, Bureau Veritas, SGS sau Intertek — angajată de cumpărător pentru a efectua o inspecție la fabrică în numele acestuia.
Controlul calității la ieșirea din fabrică (OQC) se efectuează înaintea inspecției efectuate de o terță parte și reprezintă o condiție prealabilă pentru aceasta: fabrica trebuie să treacă propriul control OQC înainte de a solicita programarea unei inspecții efectuate de o terță parte. O fabrică care solicită o inspecție efectuată de o terță parte pentru un produs care nu a trecut propriul control OQC este un partener neserios. Inspecția efectuată de o terță parte oferă o verificare independentă a rezultatelor OQC ale fabricii — o evaluare imparțială din partea unei organizații care nu are niciun interes comercial în rezultatul acesteia. Conform Cadrul de inspecție înainte de expediere al QIMA, inspecția standard înainte de expediere se efectuează, de regulă, atunci când cel puțin 80% din lotul de producție este finalizat și 100% din marfă este ambalată — ceea ce permite inspectarea unui eșantion reprezentativ din întreaga producție.
În cazul relațiilor cu furnizori noi, se recomandă cu tărie efectuarea unei inspecții de pre-expediere realizate de o terță parte pentru comenzile inițiale de producție, indiferent de declarațiile furnizorului privind controlul calității la ieșire (OQC) din fabrică. Costul — de obicei între 300 și 600 USD pe zi de inspecție — este nesemnificativ în comparație cu costul primirii unui transport neconform de echipamente de fitness. În cazul relațiilor stabilite cu furnizori care au demonstrat în trecut performanțe constante în ceea ce privește controlul calității la ieșire (OQC), cumpărătorii pot reduce frecvența inspecțiilor efectuate de terți, dar ar trebui să mențină auditurile periodice, în loc să elimine complet verificarea independentă.

Evaluarea capacității unui furnizor în materie de control al calității la livrare (OQC) în cadrul procesului de aprovizionare
Evaluarea capacității de control al calității la livrare (OQC) a unui potențial partener OEM ar trebui să constituie o etapă standard a procesului de calificare a furnizorilor. Punerea întrebărilor potrivite în timpul evaluării fabricii sau al auditului furnizorului permite să se stabilească dacă sistemul de calitate al fabricii este autentic sau doar de fațadă — o distincție care devine dureros de evidentă abia după apariția unui eșec comercial legat de calitate.
Prima întrebare care se pune este dacă OQC este efectuat de personal specializat în controlul calității sau de către muncitorii din producție. O fabrică în care aceeași echipă care asamblează produsul este responsabilă și de inspectarea acestuia prezintă un conflict de interese inerent — echipele de producție sunt motivate să mențină ritmul de producție, nu să identifice defectele care generează refaceri sau întârzieri. Un OQC credibil necesită un departament de control al calității dedicat, independent de zona de producție, cu personal de control al calității care raportează conducerii departamentului de calitate, nu conducerii departamentului de producție.
A doua întrebare este dacă eșantionarea OQC urmează un plan documentat, calibrat conform unui standard statistic recunoscut, precum ISO 2859-1. Un răspuns de genul “verificăm toate produsele înainte de expediere” sugerează o inspecție de tip 100%, care necesită resurse considerabile și generează erori legate de oboseală la volume mari. Un răspuns de genul “efectuăm verificări prin eșantionare”, fără referire la niveluri specifice de AQL și la dimensiunile eșantioanelor, sugerează un proces informal, mai degrabă decât unul controlat statistic. Fabrica ar trebui să poată preciza nivelurile de AQL pe care le aplică, metoda de determinare a dimensiunii eșantionului și domeniul de aplicare al inspecției — cu referire la documente specifice.
A treia întrebare constă în solicitarea unor exemple de rapoarte de inspecție OQC din comenzile de producție recente. O fabrică care păstrează documentația OQC autentică poate furniza aceste documente imediat. Rapoartele ar trebui să prezinte date de măsurare reale — nu doar bife de tip „admis/respins” — pentru parametrii critici de dimensiuni și greutate, și ar trebui să indice defectele constatate în timpul inspecției (chiar dacă lotul a fost acceptat). O fabrică care elaborează rapoarte OQC indicând zero defecte pentru fiecare lot produce documentație doar de fațadă, nu ca dovadă. O inspecție reală identifică defecte reale — întrebarea este dacă rata defectelor se încadrează în nivelul AQL acceptat.
În al patrulea rând, verificați dacă instrumentele OQC sunt calibrate. Măsurătorile dimensionale au sens doar dacă instrumentele utilizate pentru efectuarea acestora sunt calibrate în raport cu etaloane trasabile. În timpul vizitelor la fabrică, certificatele de calibrare pentru micrometre, șublerele, calibrele de alezaj și cântarele ar trebui să fie disponibile în departamentul de control al calității. Certificatele de calibrare expirate indică faptul că sistemul de calitate funcționează în afara parametrilor săi validați.
Ce înseamnă o eroare OQC și ce trebuie făcut
Atunci când inspecția OQC duce la respingerea unui lot — fie în urma inspecției OQC efectuate de fabrică, fie în urma unei inspecții efectuate de o terță parte — cumpărătorul are la dispoziție mai multe opțiuni, în funcție de natura și gravitatea neconformităților constatate.
În cazul depășirilor limitelor admise pentru defecte minore, în care defectul este cu adevărat minor (de natură estetică, fără impact funcțional și fără implicații asupra siguranței), cumpărătorul poate accepta lotul cu o derogare documentată privind defectul și o ajustare a prețului sau un credit din partea producătorului. Această procedură este adecvată numai pentru defectele minore și trebuie documentată în scris, nefiind suficientă o înțelegere verbală.
În cazul depășirilor semnificative ale ratei de defecte, procedura standard este sortarea lotului conform metodei 100% — fiecare unitate este inspectată, iar unitățile defecte sunt separate pentru refacere sau distrugere. După sortarea 100%, lotul sortat este reinspecționat conform planului inițial de eșantionare AQL pentru a verifica dacă populația sortată este conformă. Costul sortării 100% este suportat, de obicei, de producător.
În cazul constatării unor defecte critice, lotul trebuie respins în întregime. Nicio altă măsură în afară de respingerea lotului nu este adecvată în cazul defectelor critice — cele care prezintă un risc de siguranță pentru utilizatorii finali. Producătorul trebuie să efectueze o analiză a cauzelor principale, să implementeze măsuri corective și să producă un nou lot conform înainte de expediere. Implicațiile financiare — refabricarea, inspecțiile suplimentare, întârzierile de expediere — sunt suportate de producător.
Cum se specifică cerințele privind controlul calității la livrare (OQC) în contractele cu producătorii de echipamente originale (OEM)
Cerințele OQC ar trebui specificate în mod explicit în contractele de achiziție ale producătorilor de echipamente originale (OEM) sau în contractele de asigurare a calității, în loc să fie lăsate la latitudinea fabricii. Parametrii-cheie care trebuie specificați includ: standardul de inspecție (ISO 2859-1 sau ANSI/ASQ Z1.4), nivelul de inspecție (nivelul general II este standard), valorile AQL pe categorii de defecte, domeniul de aplicare al inspecției (ce parametri sunt măsurați și conform ce specificații), cerințele de documentare (formatul și conținutul raportului de inspecție) și criteriile de declanșare a inspecției efectuate de terți (toate comenzile, comenzile inițiale sau comenzile care depășesc un prag valoric definit).
Specificația OQC trebuie să facă referire la documentele de specificație ale produsului — desene tehnice, eșantioane aprobate sau fișe de specificații ale produsului — care definesc criteriile de conformitate pe baza cărora se efectuează inspecția OQC. Un proces OQC fără referințe clare la specificațiile produsului înseamnă evaluarea produsului pe baza unor criterii nedefinite, ceea ce duce la rezultate lipsite de sens.
Alexandave menține protocoale documentate de control al calității la ieșire (OQC) pentru toate categoriile de produse din gama noastră de fabricație. Echipa noastră de asigurare a calității efectuează inspecții OQC pentru fiecare lot de producție înainte de autorizarea expedierii, rapoartele de inspecție fiind puse la dispoziția cumpărătorilor ca documentație standard. Pentru mărcile care necesită o garanție suplimentară, facilităm programarea unor inspecții efectuate de terți la sediul nostru, la cererea cumpărătorului. Detalii privind procesele noastre de control al calității și standardele de documentare sunt disponibile prin intermediul Pagina serviciilor OEM/ODM și al nostru documentația privind capacitățile de producție.
IQC vs IPQC vs OQC: o privire de ansamblu asupra întregului lanț al calității
| Etapă | Când se aplică | Ce se inspectează | Cine o dirijează | Scopul principal |
|---|---|---|---|---|
| IQC (la recepție) | La primirea materiilor prime și a componentelor | Oțel, piese turnate, cauciuc, articole de feronerie, subansambluri | Echipa de control al calității din fabrică | Prevenirea introducerii materialelor defecte în procesul de producție |
| IPQC (în timpul procesului) | În timpul procesului de producție, la punctele de control stabilite | Dimensiuni, suduri, tratarea suprafețelor, asamblarea în fiecare etapă a procesului | Echipa de control al calității din fabrică (personal specializat, nu muncitori din producție) | Identificați și corectați abaterile de proces înainte ca acestea să ducă la producerea unui lot întreg de produse defecte |
| OQC (Ieșire) | Asupra produselor finite înainte de expediere | Toate: dimensiuni, greutate, aspect, funcționalitate, etichetare, ambalare | Echipa de control al calității din fabrică; opțional, și un inspector independent | Verificați dacă produsul finit respectă specificațiile; documentați conformitatea pentru cumpărător |
Întrebări frecvente
Ce înseamnă acronimul OQC și ce rol joacă acesta în domeniul producției?
OQC înseamnă „Controlul calității la ieșire”. Se referă la procesul formal de inspecție aplicat produselor finite într-o fabrică OEM înainte ca acestea să fie expediate către cumpărător. OQC verifică dacă produsul finit respectă specificațiile convenite în ceea ce privește dimensiunile, greutatea, aspectul, funcționalitatea, etichetarea și ambalarea, utilizând un plan de eșantionare conceput statistic. Acesta reprezintă ultima etapă de control al calității din cadrul sistemului de management al calității al fabricii, urmând etapele IQC (controlul calității la recepție) și IPQC (controlul calității în curs de fabricație).
Ce este AQL și care este legătura dintre acesta și inspecția OQC?
AQL înseamnă „Nivelul de calitate acceptabil”. Este rata maximă de defecte considerată acceptabilă într-un lot de producție în scopul inspecției prin eșantionare. În cadrul controlului calității la ieșire (OQC), valorile AQL sunt utilizate pentru a determina mărimea eșantionului și criteriile de acceptare pe baza tabelelor statistice de eșantionare (ISO 2859-1 sau ANSI/ASQ Z1.4). Valorile AQL obișnuite pentru echipamentele de fitness sunt AQL 0,65 pentru defectele critice, AQL 1,0 pentru defectele majore și AQL 2,5 sau 4,0 pentru defectele minore. Un lot este acceptat sau respins în funcție de faptul dacă numărul de defecte constatate în eșantion se încadrează în limita de acceptare specificată pentru AQL respectiv sau o depășește.
Ar trebui ca cumpărătorii de echipamente de fitness să solicite rapoarte de inspecție OQC de la producătorul OEM?
Da — rapoartele de inspecție OQC trebuie solicitate ca documentație standard pentru fiecare comandă de producție. Raportul oferă dovezi documentate privind faptul că lotul a fost inspectat, ce s-a constatat și care este temeiul deciziei de eliberare a expedierii. Cumpărătorii care primesc livrări fără un raport OQC acceptă produsul fără dovezi privind calitatea, ceea ce le limitează opțiunile în cazul disputelor legate de calitate și îi expune riscului de a se confrunta cu defecte nedocumentate. Analiza raportului OQC trebuie să aibă loc înainte de autorizarea expedierii, nu după primirea mărfii.
Care este diferența dintre controlul calității din fabrică (OQC) și inspecția înainte de expediere efectuată de o terță parte?
Controlul calității la ieșirea din fabrică (OQC) este efectuat de personalul de calitate al producătorului, utilizând criteriile și instrumentele de inspecție ale acestuia. Inspecția înainte de expediere efectuată de o terță parte este realizată de o organizație independentă de inspecție angajată de cumpărător — precum QIMA, Bureau Veritas, SGS sau Intertek — care nu are nicio relație comercială cu fabrica. Inspecția efectuată de o terță parte asigură verificarea independentă a rezultatelor OQC ale fabricii. În cazul relațiilor cu furnizori noi sau al comenzilor de mare valoare, se recomandă cu tărie efectuarea unei inspecții de către o terță parte. OQC-ul din fabrică și inspecția efectuată de o terță parte sunt complementare, nu interschimbabile — fabrica trebuie să treacă propriul OQC înainte de a se organiza o inspecție de către o terță parte.
Ce ar trebui să facă cumpărătorii în cazul în care un lot de echipamente de fitness nu trece inspecția OQC?
Răspunsul adecvat în cazul eșecului controlului de calitate la livrare (OQC) depinde de tipul defectului. Depășirile cu defecte minore pot permite acceptarea lotului cu o derogare documentată și o ajustare a prețului. Depășirile cu defecte majore necesită sortarea lotului conform procedurii 100%, pe cheltuiala producătorului, urmată de reinspecția lotului sortat. Defectele critice necesită respingerea integrală a lotului — nicio acceptare condiționată nu este adecvată în cazul neconformităților legate de siguranță. Producătorul trebuie să efectueze o analiză a cauzei principale și să implementeze măsuri corective înainte de a produce un lot de înlocuire. Toate măsurile luate trebuie documentate în scris, nu doar convenite verbal.
Concluzie
OQC nu este o simplă formalitate sau o bifare administrativă — este procesul de generare a dovezilor care face legătura între un lot de producție al fabricii și încrederea cumpărătorului că produsul pentru care a plătit corespunde specificațiilor convenite. Un proces OQC bine documentat și desfășurat cu rigurozitate aduce beneficii ambelor părți: cumpărătorul primește o asigurare a calității documentată și o bază solidă pentru decizia de eliberare a expedierii; producătorul își demonstrează competența și consolidează încrederea care stă la baza relațiilor comerciale pe termen lung.
Pentru brandurile din domeniul fitnessului care dezvoltă programe de aprovizionare OEM, cerințele privind controlul calității la livrare (OQC) trebuie specificate în mod explicit în acordurile de calitate — nu se poate presupune că acestea există doar pentru că fabrica este certificată ISO 9001. Standardul ISO 9001 impune un sistem de management al calității (QMS) cu controale de calitate orientate către client, dar nu specifică nivelurile AQL, formatele rapoartelor de inspecție sau sfera parametrilor inspectați. Aceste detalii trebuie convenite între cumpărător și producător ca parte a acordului comercial privind calitatea.
Sistemul de management al calității al Alexandave include protocoale documentate de control al calității la ieșire (OQC) pentru toate categoriile de produse, rapoartele de inspecție fiind furnizate ca documentație standard pentru fiecare lot de producție. Produsele noastre Programul OEM/ODM include modele de acorduri privind calitatea care răspund cerințelor OQC, specificațiilor AQL și standardelor privind documentația de inspecție. Pentru brandurile care evaluează parteneri OEM din domeniul echipamentelor de fitness, ghidul nostru pagina dedicată capacităților de producție oferă detalii despre infrastructura noastră de control al calității. Pentru orice întrebări legate de procesele noastre de control al calității sau pentru a discuta cerințele de calitate ale programului dumneavoastră, contactați echipa noastră. Informații suplimentare privind calitatea sunt disponibile în Secțiunea Întrebări frecvente.







